| |
 |
近期热点 |
|
|
|
相关文章 |
|
|
|
相关新闻 |
|
|
|
相关热贴 |
|
|
|
相关商城商品 |
|
|
|
| |
|
|
| 当前位置:企业管理 -> 约束管理 |
| |
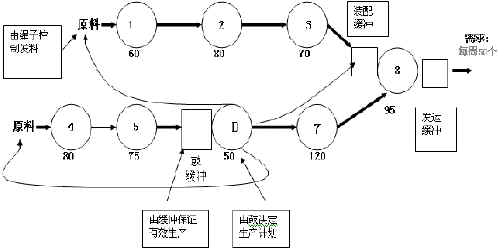
| | 约束理论(TOC)的生产计划概要(一) | | 发表时间:2005-8-5 蔡颖 来源:世界经理人 | | 关键字:约束 | | | 约束资源的产出速度决定整个系统的运营速度,即瓶颈控制着企业同步生产的节拍,所以称为“鼓Drum”。在安排生产计划时,首先把优先级计划安排在约束资源上,“鼓”反映了系统对约束资源的利用。“鼓”的目标是有效产出最大。 |
| | DBR系统的目的是:
(1)识别企业的真正约束(瓶颈)。
(2)基于瓶颈约束来建立生产计划(Drum鼓的节拍)。
(3)对Buffer“缓冲”的管理
(4)非瓶颈的物料的投入受到瓶颈的产出率的控制,即Rope“绳子”所控制。
鼓: 是约束资源的产出速度决定整个系统的运营速度,即瓶颈控制着企业同步生产的节拍,所以称为“鼓Drum”。在安排生产计划时,首先把优先级计划安排在约束资源上,“鼓”反映了系统对约束资源的利用。“鼓”的目标是有效产出最大。
缓冲: 分为时间缓冲、库存缓冲。是保证瓶颈不会出现因缺料而停工,在约束资源的后续装配工序前设置非约束资源缓冲,保证瓶颈能力100%利用时间。
缓冲分为鼓缓冲,装配缓冲,发运缓冲。
鼓缓冲: 鼓缓冲可以在任何工作中心之前动态的布置,它被定义为鼓,并且使用协调计划处理。鼓缓冲是保护复杂制造环境的约束或瓶颈。约束理论TOC的概念是(Identified)定义加工过程中尽可能的需要的(Exploited)利用的约束,我们不能处理不可能运行的订单和理想的计划,在鼓上运行的时间之前布置时间缓冲。如果有了这个缓冲 ,我们就能具有一些缓冲渗透(buffer penetration)的数量来承受有限计划鼓的影响的风险。 装配缓冲:
装配缓冲:用于保证非-鼓链的装配,在足够时间到达,形成和关键鼓链的零件配套。装配缓冲是不提供对所有子项装配到达的偏置,只有是和通过鼓计划的子项配套时才会出现装配缓冲。如不同子项被要求为一个特别的订单装配。但是,如果这些子项没有一个是通过鼓计划的,装配缓冲是不会产生的。
发运缓冲:发运缓冲是用来保护独立需求物料的交货。大部分情况下,发运缓冲将总是被分配的。 所有的产品结构链都具有发运缓冲,它是在订单完成日期之前到达的时间缓冲。但是, 由于加工过程中的变化,会导致有可能在理想的缓冲日期之后到达。在这个可以接受的日期之后到达和达到我们要求的时间点到达,我们就能继续考虑计划满足订单的完成日期(销售或预测)。
绳子:
绳子的目标是在制品库存最小,绳子根据约束资源的生产节拍,决定上游原材料的发放速度,其原理类似于看板管理思想。
DBR系统生产计划的实现过程:
(1)计划: 主生产计划,鼓计划和物料下达计划。
(2)执行: 缓冲管理和采购/发放计划。
(3)控制: 评估和过程指示
一、TOC生产计划是如何计划计算加工时间?
加工时间是来加工一个完整的批量的时间。加工时间的开始点就是开始节点和结束点是结束节点。当计算加工时间时,在制品的每一批和现有库存是分别计算的。如果一个订单(销售或预测)的需要数量可以能用在制品数量和库存来满足,在制品数量和库存数量大于了订单需求的数量,将没有加工时间。WIP是已经完成它的工序的库存。在变化的工作中心没有考虑准备时间。加工时间分别对批量进行计算。这个批量是在车间里加工的数量。
加工时间的计算公式:
整批的工序最大运行时间+ 在所有其它工序的每件,每批运行时间 + 所有工作中心的排队时间的合计+ 所有工序的闲散时间的合计
最大运行时间= 取整((任务量 / 批量) / 工作中心的单元数)*每批的运行时间
强制排队时间和闲散时间是固定的时间增加,它可以计算在加工时间的长度里。强制排队时间是对工作中心的特别时间,而闲散时间是对零件或工艺工序的特别时间。实际上,它们被用于特别的处理过程如:在热处理工序以后,需要时间冷却。对油漆的”晾干”时间。在其它应用里,它们能被用已知的延迟或无正式文件处理过程如:预计有意义的等待或在特别的工作中心的排队时间。物料处理时间,移动物料从一个地方到另外一个地方。这些时间要素是固定的。我们应该有区别的使用。TOC计划在应用中,计算时间用动态的方法,依赖可用时间的计算,把强制排队时间以及闲散时间增加到加工周期时间里来处理可能例外的机会或由加快”渗透”时间的过程中。
二、TOC的生产计划是如何计算缓冲时间?
如果没有鼓的订单,那么就只有靠发运缓冲来保护变化了。
一个积极的缓冲是排队缓冲+ 整个Murphy墨菲(经验值)缓冲。排队缓冲是可以动态渗透,积极缓冲常用于是订单(销售,预测)的完成日期合理化。缺省的积极缓冲是?排队+ Murphy墨菲。
鼓缓冲等于1/3 的正常应用缓冲,大部分上游鼓将接受正常的缓冲和下游鼓将接受1/3的缓冲。首工作中心 (可以直接下达原材料的工作中心) 被定义为鼓将没有鼓缓冲。装配缓冲不用于“积极缓冲”的计算。
使用缓冲,需要考虑的是:是否有一个鼓和在每一个链里有加工时间存在。对发运缓冲规定的值被应用到所有独立需求的偏置加工时间。由排队+墨菲值的积极缓冲来满足发运。当工作中心被选择作为一“鼓”(瓶颈)时, 在有限计划里。TOC计划应用鼓缓冲值来偏置满足不同的鼓的加工时间。在这一点的”积极缓冲”是可以计算的。如计算鼓缓冲和计算装配缓冲。
| | | | |
|
|
|
| |
|


