�����ڡ�MRP���ԭ����ȱ�ݺĽ�;�������ᵽ����ʱ������У���������ͼ��ʮ����Ч�Ĺ����⣬����"����ʱ�䲾��"���������ȿ���Э���ƻ��������ֿ���Э����ʱ�������
Ϊ�˿˷�MRP����ʱ�䴦���ϵ�ȱ�ݣ���"�ڹ涨ʱ�������ȷ������"�ļƻ���ʽ��ת��ı���������������ƽ��ķ�ʽ��Ϊ�ˣ���ҪΪÿ���������Ľ���һ�������ʻ���������ʱ�䲾�Ǿ����ڸ����ʻ�������չ���ġ�
�������������Ǹ��ɣ��������ĵĿ��������Dz鶨�ģ����ǵĵ�λ����ʱ�䡣
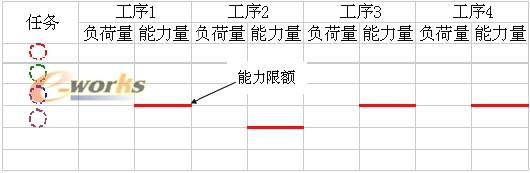
�������������ɸ��������ģ����������ƽ�ⲻ���ǶԹ������ĵ�Ҫ����Ҫ�������������ߵ�ƽ�⡣����ƽ�����ڶ�������ʻ�����С����±���ʾ��
���ñ��IJ��ǣ�����������ƶ��������ƽ��������ƻ������Ҽƻ�����һֱ��ִ�нΣ���������û��ɵļƻ����������ʻ��У�����������˳���¼�����Է�������ʻ��д������������������������⣬��������á��ο����Ľ�������������;�����е�������ݡ�
������һ����Ҫ���ܣ�������������¼��ʹ���У�ͨ����ȥ����ɵ�����������δ�ӹ��������ߵ����ӹ�˳���߲�����ʱ�����������豸����ͣ�����ȵȡ������ʻ��е����ݲ��ǣ���ʵ�İ��������̼�¼��������
Ϊ����Ͽ��Ƶ���Ҫ�������¼����������ͼ�����������������ƻ�Ƶķ���Ҳ���Զ���������
����ı���¼����"�洢"�ʻ�����ʽ�����˴����������������ʱ��Ļ��ۣ���棩�����磺��������������������������ӣ�ռ���豸ʱ�佫ͬ�����١�
�����������������Եõ��������ڵļ�¼�������������ڡ���ǰ�ڵȵ�ʵ�ʽ����Ҫָ�����ǣ��������ڰ�������ʱ��ͼ��ʱ�䣬�����������ο����Ľ�������������;����������ݡ�
�������̼�¼���ǽ���������嵥���������ӹ���ɻ��߲�����ɣ����仯˳��ȣ���Щ��ӳ����ʵ���������������������ǰ�"����"�����ؿ��ǽ�ȥ������������������ϵĻ����У������γ��˸�ʽ�ṹ���������Ը���"�洢��ʱ���������"�䶯��˵���洢�ʻ��о��������������ϵΪ���S�洢=����
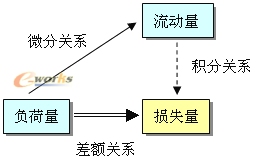
�ڼƻ����ڣ���˵��ͨ���������ģ���ɣ���������������ӳ�˹���Ч�ʡ�������ʧ��������֪������Ʒ������豸�����ʵ��������ӳ�˹���Ч�档
��һ���������������ͼ��
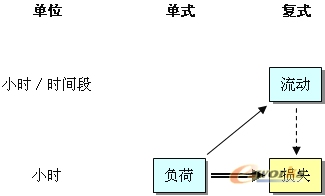
"����"�����ڼƻ�������������ߵ��ۺϴ����������빤��ʱ���Ӧ����һ�㲻��ȣ����Ǽƻ�����
 "����"���ǹ��������ϵ�ʵ��ƽ�����ɣ�����˵������������ӳ���豸������������Ʒ����ì�ܽ����Ҳ��ʾ��������������Ƿ�õ����ȡ�
"����"���ǹ��������ϵ�ʵ��ƽ�����ɣ�����˵������������ӳ���豸������������Ʒ����ì�ܽ����Ҳ��ʾ��������������Ƿ�õ����ȡ�
"��ʧ"��ӳ�˼��ʱ�䣬���������ں���ʱ��֮������������ƵĹ۵㣬�˷ѷ�Ϊ����ȥ���ĺͿ���ȥ���ġ������ʱ����ʧ����ӹ���IJ�����������ʱ���Dz���ȥ���ģ�������ѹ�����Ŷӵȴ���ʱ����ʧ�ǿ���ȥ���ģ������ϣ����������IJ��������ʱ�䲻ȷ���ԡ�
��������¼�ķ�������������Ŀ�ģ�һ��������ϣ�һ�Ǽƻ����ơ��������ۼƻ����ơ�
���ڼƻ�������������������ͼƻ�����������Ͽ����У������������ȷ����������ʵ�ʲ�����Χ���ݴ������ƻ����ɡ�Ŀ�����������ƽ�⣬Ȩ���豸������������Ʒ�����ì�ܡ�����ͼ�������˵����Ȼ���dz������⣬����Ҫ�������Ʒ��ѹ���豸��ֿ���������ˮƽ�β�롢������嵥��ƿ�����Ʒ���仯���������Dz����Ϸ�Ҫ��ô�������Ʒ��ѹ����Ҫ��ô���ĵȴ�ʱ�䣬�õȴ�ʱ��ռ�������������ڵ��ߡ��˳ɡ�����Ҫ��һ�ַ������ڲ�ȷ���Ի����У��ÿ���ȥ����ʱ����ʧ��ͨ���ƻ�����С���������ڻ���ʱ�䲻�䣬��Ʒ�ʲ��䣬����ʱ�䲻�������»�õĹ���Ч�档ֻ����������������������ʱ����ڸ��ӵ����Լ�ֻ�Ϊ������ϵ����ʲô�취������Ҳֻ���ǽ����ġ���ֻ�����ĸ�5S��6�ң�������ã�������ϵͳ����ϡ��ƻ������ƺ������ø���Ч��ͬʱҲ�˷�����ERPҪһ����λ�����ѡ�
�������Ͽ��ƣ���ͬ��"����"�������Ŀ����ϣ����ǰ�������жԹ��̿��ƣ�����֪�Ⱦ�������Ͽ������º���ݽ�����ļƻ�������ʹ����һ�εļƻ���ʵ�ʼ��ƫ���С�����º�����������ڸ����ʻ��Ĵ��ڣ�������ƫ��Լƻ��ij�����ƻ��ܹ�����ȱ�ݵ�״̬�£�����ȥ��Խ��Խ�á�
����������������������۽������ϸ�ʽ����ʱ�䲾�ǿ����ݱ�Ϊ��ʽ���ǡ�
���������ʱ�䲾��ͬ����ͼ��ϣ���MRP��Ļ����ϣ���EXECL+PROJECT�����ڼƻ���ִ����ʵ��ֱ�۵�ͼ�η�ʽ������Ҳ�͡�
(������ϵ:yiyiyicz@yahoo.com.cn)