在相邻的两行切刀路间附加圆滑刀路转接
如图一所示,在使用软件所提供的刀路光顺化设置后,相邻行切刀路中的行间移刀中自动附加了圆滑的转接(图一中②处所示),另外经过一定的设置,在图一中①处又附加了圆滑的刀具切入及切出转接。这样既保证了刀路轨迹的平滑又有效的避免了两行切间的拐硬弯现象,使刀路平滑的转接到下一行去了,此种转接方法普遍的使用在各种曲面铣削方法中。
在相邻的两层切削刀路间附加圆滑刀路转接
在曲面等高切削等涉及到相邻两层切削刀路间的移刀情况出现时,最有效的方法是附加圆滑刀具转接。如图二中②处所示,两层间的刀路圆弧转接既有效的解决了刀路平滑的要求,又符合螺旋下刀减少切削阻力的问题。另外如图二中①处所示,附加的圆弧使切入、切出工件时是沿着切线方向切入切出的,这样也起到了均匀切削负荷作用。
利用摆线切削避免全刃径切削
如图三中①处所示,在曲面切槽加工中,当用螺旋下刀切入工件后,正确的方法是利用摆线切削摆动前进切开一道或两道通槽,而不是直接直线走刀切削通槽,在通槽切削出来后,再使用直线走刀进行切削。这样就有效的避免了全刃径的前进切削,使得整个曲面切槽加工的每刀的切削负荷更加平均了。另外如图三中②处所示,在转弯处也增加了摆线接近和附加圆弧转角,使得刀路更加平滑化了。
当遇到圆形或近视圆形的槽时,摆线切削路径的空切削将会很多,这时可以采用如图四所示的螺线切削路径,螺线路径也有效的避免了全刃径的切削。
使用有效的螺旋下刀切入工件
如图五中①处所示,当刀具切入工件时使用螺旋下刀平滑的切入到工件中去,另外还应该为螺旋直径设定一定的变化范围,当下刀位置不够螺旋直径时,系统会自动的减小下刀时螺旋的直径,只道能够下刀为止(图五中②处)。但螺旋的直径也不能无限制的减小,要受到下限值的限制,当螺旋直径太小时,就近视的为直线下刀了,此时要设定为采用斜坡下刀方式解决,而且最好使用一个斜坡就下到尺寸处,来回的斜坡加工会产生很剧烈的硬拐弯。
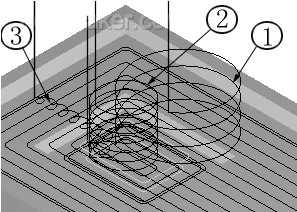
图5
以上这些设定不是独立存在的,往往是相互交叉的,要有效的实现高速铣削,还应该综合的考虑,要做到合理使用。如图一的方法在刀具行间距较大时可以使用,当精切时两行间距太小时,即使附加圆弧转接也会因圆弧直径太小而近视为直线转接,此时要使用到如图五中③处所示的行间摆线横越,或是变更铣削方法,使用从中间摆线铣进,中间往两边分开环剥铣削,以增加两行的间距的方法。如图二所示的方法在多岛曲面铣削时会遇到附加圆弧空间距离不够的情况,此时就要变更方法,使用随动铣削,在相对较平坦的一边曲面上附加跟随曲面变化的沿层间下降的曲线或直线,这样也可以平滑的过渡到下一铣削层中去。在使用摆线开槽,直线铣进的曲面切槽中,当槽轮廓不规则,具有多处锐角存在时,就应该采用全部摆线铣削的功能。
4 高速铣削程序后置输出前的优化
除了合理设置刀具路径外,在高速铣削后置输出为高速铣用程序前还应该对刀路及切削参数进行一定的优化处理。具体包括进给率平顺化、转弯的减加速、碰撞过切检测、材料切除率均匀化检测等优化措施。
在刀具路径设置时给出了基础的切削进给速度,曲面加工时产生的刀具路径很多,每一步骤的刀路都有相应的切削速度,一般设定为当进给率的变化小于10%时,将几个相邻的不同进给率合并成一个,这样机床切削过程中要相对平稳一些。
当转弯前后的两条刀路间的夹角为锐角时,要设定在转弯处的切削进给率,CAM系统会在转弯前后的一定距离内将切削路径分为几段,并且对各段赋于不同的切削进给率,使之达到在转弯前由正常切削进给率降到转角所设定的切削进给率,转过弯后又逐渐加速到正常切削进给率的效果。
高速铣削进给非常的快,所以碰撞检查非常重要,要逐个解决系统提示的可能的碰撞。又由于高速铣削附加的刀具路径太多,如果在设置加工平面、检测平面、切削边界、加工方法等各项时未协调好,就很容易出现过切现象,所以也应进行精心的过切检测,在输出程序前仔细的排除掉系统检测到的过切刀路。
为了使刀具具有较恒定的切削负荷,在后置前还要进行材料切除率的优化设定,当某一刀路切除率高时就会适当的降低切削进给率,反之适当的增加切削进给率,空切时加大到机床的最大进给率,这样可以有效的均匀切削负荷。
5 结语
高速铣削技术解决了许多加工难题,有效的提高了加工效率和工件的表面和内在质量,它将越来越得到快速的发展。有效的高速切削,除了对机床和切削刀具具有很高要求外,还对CAM软件、切削方法以及操作者的技术熟练程度等有很高的要求。
