3 CAM�ӹ�
���ݹ��շ����ó��Ľ��ۣ���ʼ���мӹ���������ı��ơ���10��15����ֳ��У�����ë�ϲ����ȣ�Ӧ���ȶ�ë�ϽϺ�IJ�λ���д�����ʹë��������������һ�¡������ǿ��ߵ��˷Ѵּӹ�ʱ�䣬�����������̫��µ��ߴ��ھ������ʱ���������������ģ���
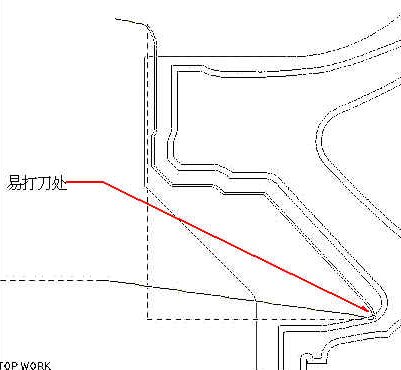
���Ȳ�������һ���⣬�����������ֵ��ߵ��켣�������켣ʱӦע�����������ϵ��������ܲ��õ��ص㣬���߹켣���ܴ�ͷһ���е�β������ĥ�����أ��������ӹ���ͬʱ���ڼ�Dz���Ӧ������߽��ʵ��ӳ����Ա㽫���������ķɱ��г���ȫ�����γߴ糵������1mm������������1mm stock��ʱ������������С���ʰ뾶������仯������ֱ����ѡ��Ӧע����һ�仯�Ĵ��ڣ�����ѡ��ֱ�����������ڵ���ֱ������С���ʰ뾶�����ɵľֲ�������������ӹ������ĸ���Ӱ�졣ͬʱӦע����ǣ�UG��engage/retract��Ĭ��ֵ���Զ�Բ�������˵���auto circ������һ������£����ø�ֵ�DZȽϺ����ģ�������ʹ�����˵����غ������ӵ�̨������������������ǣ�����ʲô�����˵���ʽ��Ӧ����ʵ���������ѡ���ڱ���������һζ����Ĭ��ֵ������ɵ��ߴ�����ͼ3��
Ȼ����Ӧ�ӹ��켣��������һ�ݡ��༭�ù켣����STOCK�н�STOCKֵ��Ϊ����ʱ����ѡ�߽��϶��ܳԵ���һ��ֵ��Ȼ����������(number of pass)������Ӧȷ����һ���Ե���������Ⱥ�����Ȼ��ѡ��part geometry�е�edit���µ�edit����߽�start���end����а������Ļ��ȵ������ü����Ա㽫�ӹ���Χ������ë�ϽϺ�IJ�λ������ֳ�������Ϻ��з���Ĵֳ����ڴּӹ���ɺ���������ڱ�����������ױ��μ��ֳ������ı���Ӧ���ȶ������ص�Ӱ�죬������ν����ء����Ҫ�ھ�������֮ǰ������Լ���ܵ���ȻʱЧ��ʹ����Ӧ�������ܵ��ͷţ���������ں����ӹ��в����ϴ�ı��Ρ�����ȻʱЧ���Խ�������İ뾫�����ӹ��������������С�ں��2.33mm���������Ҫ��λҪ���а뾫������0.2mm���������������ɣ�����stock������0.2����
ͼ3
�ھ��ӹ���ʱ��Ҫע����ǣ�����������ͼ��Ҫ������ӵ��۲����������������ϣ�������������ĸ���Rת�ӵIJ�λ���ڡ��������Ƶ��ӹ��켣��ʱ�Ͳ�����ֳ�����һ�����ӵ��������ﶼ�ؽ�Ҫ��
�ھ��������У��ӵ��۱�������Rת�Ӵ������仰˵��Ҳ��������ϡ������治��һ���ӹ������ģ���ô�ϡ�������ķֽ紦Ӧѡ�����������Rת�Ӵ���ȫ�����߹켣�����Ժ�ͨ��manufacturing�µ�export�����λԴ�ļ�*.cls(ʵ����ASCII��APT����Դ����)��Ȼ����toolbox��ѡ��clsf��ָ����λԴ�ļ���ѡ��select all�˵�����ѡ��postprocess�˵�����MDF name�����������õĻ��������ļ�������ѡ��postprocess�˵����ɵõ������G�����ļ�����UG���ļ���Ϊ*.ptp��
4 ϳ����
������ĵ��������������Ϻ���ϳ���߹��������ͼҪ�����CAM�������ά���͡�ѡ��UG��planar-millģ����мӹ�����ѡ��ʱӦע�⣺����info�е�minimun radiusȷ���������С���ʰ뾶��Ȼ����ѡ����Ҫ��֤����ֱ��С����С���ʰ뾶������UGΪ������н��Զ��õ�����ʹ����ӹ���ɺ�����δ������ͬʱΪ��֤û�нӵ��ۣ������˵�����ѡ���Զ�Բ�������˵���Ϊ��֤����Ҫ��������ھ��Ƚϸߵ���������������Ͻ��С�����Ч����ͼ4��
ͼ4 ϳ����Ч��ͼ
5 ������
ͨ���Ͷ�����Լӹ��������ѳ���������UG�ij���ģ��IJ���������һЩ��ᡣ���ȣ�CAM �������ѧģ�Ͳ���һ��Ҫ�����ͼһģһ���ؽ���CAD���ͣ���Ҫ���������Ҫ���ǰ���¾����ܵط���CAM�ӹ���Ҫ���ȷ�˵�����־�û�б�Ҫ��Ҫ������õı߽������ʵ�壬�ٽ���CAM�ӹ���ʵ����ֻҪ��һ���߽��߾����㹻��CAD����Ҫ����ʵ����Ҫ�����У����̰ܿ�Ĺ��������Ͻ��ܵĸ�����ӹ�����ѳ��˵������һ�㡣��Σ�UG�е�Ĭ��ֵ��һ��������DZȽϺõġ����Ƿ���ã�Ӧ����ʵ�����������������ļӹ����ѳ�����ֳ�����һ�㡣�������ܹ����Ƴ�����ӹ�������ζ���ܹ��ӹ����ϸ�IJ�Ʒ���ߵ��켣�������ţ�Ҫ��ʵ�����������ϵ���������ݻ��������ߡ��оߡ�������ϵ��������ܡ�����ṹ������ȷ�������Ĺ���·�ߺ������������������Ǵ���CAD/CAM����ʱ��϶̣����黹�����ḻ������������ڣ���������ָ�̡�
