4.2 轴加工中摆角的算法
在UG的前置文件中,出现的最多的语句是“GOTO/X,Y,Z,I,J,K”,后置的主要工作也就是把这段语句转化为机床能够识别NC语句。
这里我在算法上说明了怎样将I,J,K语句后置为五轴机床的转角A,B,C。
机床主轴头AB摆角的五坐标后置处理
主轴头AB摆角的五坐标数控铣床主要有三种:
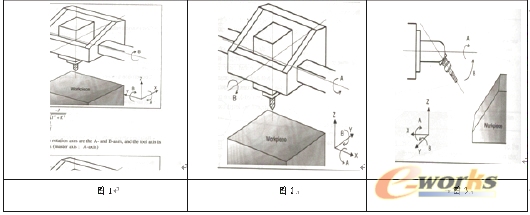
第1种:B为主摆角,A为副摆角,刀具轴在Z轴上,见图1;
第2种:A为主摆角,B为副摆角,刀具轴在Z轴上,见图2;
第3种:A、B摆角,刀具轴在X轴上,见图3。
第1、2种摆角类型在龙门结构和单柱结构的数控机床上均广泛采用;第3种类型机床主要是卧式结构的机床;
根据GOTO语句中的数据信息,通过数学推导,可以利用单位刀轴矢量在X、Y、Z轴的投影值I、J、K计算出A和B的坐标值。如B为主摆角,A为副摆角的,利用IJK推导AB的运算过程如下,见图4。

同理,推导A为主摆角和刀轴在X轴上的刀轴矢量与坐标角度的计算公式见表1。
表1 三种机床结构的A和B坐标计算公式

AC或BC摆角的五坐标后置处理
带C坐标的机床主要有三种,前两种都是机床主轴头摆动的结构形式,AB或BC,分别见图6和图7。还有一种是主轴头摆动A坐标或B坐标,工作台绕Z轴转动构成C坐标,这种机床后置处理计算复杂,且很少使用。在本文主要分析前两种的后置处理计算。
根据GOTO语句中的数据信息,通过数学推导,可以利用I,J,K值计算出AC或BC的坐标值,推导的公式见表3。

表3 第④、第⑤种机床结构的坐标点计算公式

由于AC或BC摆角的机床同一摆动位置具有坐标值的不唯一性,会造成C坐标插补过大(大于180°)导致铣伤工件,所以必须按一定原则,对AC或BC坐标值进行优化计算。结合实际情况,选择C坐标插补绝对值最小的优化计算原则。
假定前一段空间点的坐标值为X1、Y1、Z1、A1、C1,按表3公式计算的坐标角度为A2、C2,则当前段坐标角度值A3、C3按如下逻辑运算。
第一步:C3= Min(ABS((n×(±180°))+C2- C1)),确定n和180°的正负号;
第二步:A3=(-1)n×A2
运算结束,将计算得到的值写入NC程序中后,将当前段计算的坐标值X、Y、Z、A3、C3分别赋予X1、Y1、Z1、A1、C1,按上述方法依次优化计算每一段的坐标值并写入NC程序,直至刀位文件结束。
4.3法向抬刀
在AC或BC摆角的五轴加工中,由于C角有一定的限程,当C坐标连续插补过大时就会造成C向反向旋转。在加工中C反向旋转,很容易铣伤零件。为了解决这一问题,常用的方法就是采用法向抬刀算法。
法向抬刀指的是当C旋转角度过大时,机床按当前刀轴方向退刀,在空中旋转C角,再进行轴向进刀,继续切削加工。采用这种算法可以有效的防止机床在零件上进行C轴旋转操作。
各种CAM软件提供的通用后置无法做到这一算法,出现这种情况时,有可能会直接跟一个不合适的C值,造成零件过切。
法向退刀的数学公式:
设定前置CLS段为GOTO/X,Y,Z,I,J,K为,设定当前法向抬刀距离为TLPARK。退刀点坐标为:

五、结束语
随着计算机CAD/CAM技术的发展,专家加工策略、智能化等数控操作建模技术越来越得到重视,与之相反,在广大数控工艺编程人员中,掌握后置处理原理理论的人却越来越少,导致在生产现场处理NC程序错误的综合能力始终不能得到提高。数控工艺程编技术人员通过对后置处理技术,特别是五坐标后置处理技术的研究,不但可以在提高NC程序的准确性的同时,满足不同企业、不同机床对程序的特殊要求,更加方便数控厂对NC程序的管理,还有助于提高自身的综合技术水平。
本文叙述了UG刀位文件的格式与一些基本算法,希望各位程编人员能够深入的了解后置处理,提高程编水平,提高处理NC程序错误的综合能力。
