3.数控加工中的物理仿真
物理仿真主要是力学仿真,研究工件在切削时的物理状态,只有对物理仿真的机理研究透彻,才能真正意义上的满足虚拟制造的目的,即实际加工过程在计算机上的真实映射。
物理仿真的主要内容包括切削力仿真、加工误差仿真、切屑的生成过程仿真、刀具的偏移、变形和磨损仿真、及数控切削机床的振动与温度仿真等。其体系结构如图1所示。
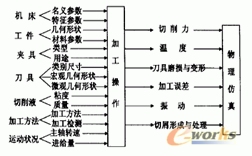
图1:虚拟数控加工物理仿真的体系结构
切削力是物理仿真中的基本因素,通常被认为单位时间材料去除率的函数。据此可得到刀具大致的受力情况,之后再用有限元法进行进一步处理得到切削力在刀具上的具体分布。
影响工件加工误差的因素主要为定位误差,其他影响因素还包括机床运动精度误差、刀具尺寸误差、主轴便移、导轨变形、夹紧力、刀具、零件热变形和弹性变形误差及加工方法引起的误差等。根据这些误差的影响程度大小不同,加入权值的概念,进行模糊综合评判即可得加工精度的总误差。
切削生成过程的实时仿真是虚拟数控与实际加工“无缝连接”和同步显示的主要环节,切削的生成、卷取、折断以及生成的形状受很多因素的影响,如刀具的几何形状、切削液、工件和刀具的材料,以及刀具与工件的受力情况。研究表明,当切削厚度很小时,切削厚度与切削力呈线性关系。
刀具的磨损和偏移会很大的影响到数控加工的加工误差和产品质量。实验数据表明,每单位进给距离与单位面积的刀具磨损体积与切削温度和压应力有关。将刀具简化为悬臂梁,其主要受力为刀头受到的切削力,经计算即可得到刀具的偏移。
加工温度是影响刀具和工件加工属性的一个重要因素,其中磨削和车削的加工过程是连续的,较易用公式描述,而铣削是间歇性切削,需要用一些修正来进行描述。
动力可能引起的振动也将影响工件的加工表面精度。对机床振动的实时仿真可以提供避免或减少振动的依据,合理的选择加工条件。对机床振动的影响中,有两个比较显著的因素:(1)机床、工件及刀具和随切削力向量的位置和方向变化的系统的动力学参数。(2)与切削力相关的加工材料、刀具形状和材料、切削状况、刀具磨损类型和磨损量等变化的动力学行为。
切屑和刀具面的摩擦力影响着切屑的形状、系统的温度等许多因素。摩擦力在刀具切削刃进入工件到离开工件的时间内是变化的,切削摩擦力的大小与系统温度之间相互影响,这就需要互相协调这几个因素,而得到最优的加工效果。
给出的这些因素只是在数控加工中会影响到最后工件质量的一些因素,这些因素之间也会相互影响,有些也会成为设计中需直接考虑的因素,所以在综合考虑这些因素的时候应当相互协调以得到最佳的加工结果。
4.数控仿真在商用软件中的运用
在许多常见的商用软件中已经有了较为完善的数控几何仿真的功能,下面对Dassault公司的两个可以进行数控加工几何仿真的软件进行一些简单的介绍。