3.2 工艺条件
制件材料选用Honeywell Plastics Capron 8233G HS,玻璃纤维的重量比为33%。工艺参数为:熔体温度280oC,型腔温度80oC,注射时间为0.75 Sec,保压时间为10s,保压压力为注射压力的80%,冷却时间为20s。
3.3 模拟结果
按照上述工艺条件,对制件的填充和保压过程进行了分析,得到的与纤维增强有关的部分模拟结果如图2所示。
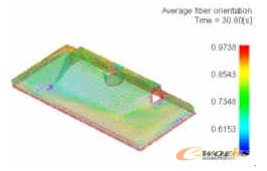
(a) 制件纤维平均趋向
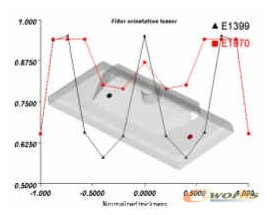
(b) 制件纤维趋向张量在厚度方向的变化
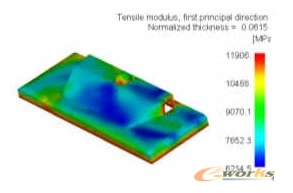
(c) 制件弹性模量分布云图
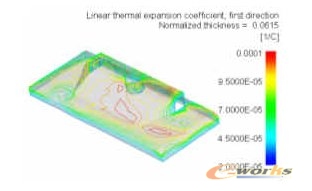
(d) 制件热膨胀系数等值线图
图2 纤维填充模拟得到的结果
四、结束语
MPI/Fiber通过对短纤维增强树脂基复合材料填充和保压过程的模拟,帮助工艺人员全面了解成型条件对制件质量及纤维趋向的影响,并为随后进行的翘曲分析和应力分析提供了可靠的依据。这对于提高纤维增强复合材料制件的质量具有重要的指导意义。
