2) ЭЈЙ§зюСкНќЕуЫбЫїВпТдбАевГіВтСПЕуМЏгыв§ЕМФПБъЕуМЏЕФЖдгІЕуМЏ ЃЌзюСкНќЕуШчЭМ3.2ЫљЪОЁЃ
ЃЌзюСкНќЕуШчЭМ3.2ЫљЪОЁЃ 
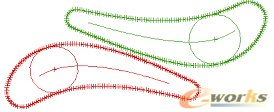
ЭМ3.1ХфзМЧАЕФЕуМЏМАЦфаЮаФЭМ 3.2ХфзМЙ§ГЬжаЕФзюСкНќЕуМЏ
3) ЧѓГів§ЕМФПБъЕуМЏгыВтСПЕуМЏЕФаЮаФЃЌЩш ЮЊв§ЕМФПБъЕуМЏаЮаФЃЌ
ЮЊв§ЕМФПБъЕуМЏаЮаФЃЌ ЮЊВтСПЕуМЏаЮаФЃЌНЋСНЕузјБъЯЕЗжБ№вЦЖЏЕНИїздЕФаЮаФДІЃЌЩш
ЮЊВтСПЕуМЏаЮаФЃЌНЋСНЕузјБъЯЕЗжБ№вЦЖЏЕНИїздЕФаЮаФДІЃЌЩш ЮЊЦНвЦКѓЕФВтСПЕуМЏЃЌ
ЮЊЦНвЦКѓЕФВтСПЕуМЏЃЌ ЮЊЦНвЦКѓЕФзюСкНќЕуЁЃ
ЮЊЦНвЦКѓЕФзюСкНќЕуЁЃ
 (3-1)
(3-1)
 (3-2)
(3-2)
4) гЩЕуМЏ ЁЂ
ЁЂ ЙЙдьОиеѓ ЃЌВЂЖдОиеѓAНјааЦцвьжЕЗжНтЃК
ЙЙдьОиеѓ ЃЌВЂЖдОиеѓAНјааЦцвьжЕЗжНтЃК
 (3-3)
(3-3)
Цфжа ЃЌ
ЃЌ ЃЌ ЮЊОиеѓAЕФШЋВПЗЧСуЦцвьжЕЁЃ
ЃЌ ЮЊОиеѓAЕФШЋВПЗЧСуЦцвьжЕЁЃ
5) гЩЙЋЪН3-3ЗжБ№ЧѓГіа§зЊОиеѓ МАЦНвЦЯђСП
МАЦНвЦЯђСП ЃЌВЂЖдГѕЪМЕуМЏ
ЃЌВЂЖдГѕЪМЕуМЏ ЭЈЙ§а§зЊОиеѓ
ЭЈЙ§а§зЊОиеѓ КЭЦНвЦЯђСП
КЭЦНвЦЯђСП НјааПеМфБфЛЛЃЌЕУЕНБфЛЛКѓЕФЕуМЏ
НјааПеМфБфЛЛЃЌЕУЕНБфЛЛКѓЕФЕуМЏ ЃЌЧѓШЁ
ЃЌЧѓШЁ ЕУзюНќСкЕуМЏ
ЕУзюНќСкЕуМЏ ЃЌАДееЧАЮФЫљЪіВНжшМЦЫуДгЕуМЏ
ЃЌАДееЧАЮФЫљЪіВНжшМЦЫуДгЕуМЏ БфЛЛЕН
БфЛЛЕН ЕФа§зЊОиеѓ
ЕФа§зЊОиеѓ КЭЦНвЦЯђСП
КЭЦНвЦЯђСП ЁЃ
ЁЃ
6) жиИДЕк5ВНЃЌжБжСТњзуЕќДњжежЙЬѕМўЃЌжежЙЬѕМўЮЊЃК
 (3-4)
(3-4)
Цфжа ЃЌ
ЃЌ БэЪООљЗНЮѓВюЃЌKЪЧЕќДњДЮЪ§ЃЌ
БэЪООљЗНЮѓВюЃЌKЪЧЕќДњДЮЪ§ЃЌ ЩшЮЊ0.0001ЃЌШчЙћТњзуЬѕМўдђжежЙЃЌЗёдђK=K+1ЃЌЖдећИіВтСПЕуМЏМЬајНјааа§зЊЦНвЦБфЛЛЃЌзЊЕк2ВНЁЃ
ЩшЮЊ0.0001ЃЌШчЙћТњзуЬѕМўдђжежЙЃЌЗёдђK=K+1ЃЌЖдећИіВтСПЕуМЏМЬајНјааа§зЊЦНвЦБфЛЛЃЌзЊЕк2ВНЁЃ
ХфзМНсЙћШчЭМ3.3ЫљЪОЁЃвдСНИіЯрЭЌЕФЕуМЏ
НјааХфзМвдМьбщХфзМОЋЖШЃЌПЩДяЕН mmЁЃ
mmЁЃ

ЭМ3.3ХфзМКѓЕФЕуМЏМАаЮаФ
3.2 вдЪеЫѕжааФЮЊЬиеїЕуЕФХфзМ
ИљОнВЮПМЮФЯз[5]ЃЌдквЖЦЌЕФОЋж§ФЃОпЩшМЦжаЃЌЖдгквЖЦЌФЃОпаЭЧЛЕФЗХаЮЗжЮЊЗЧЯпадКЭЯпадЗХЫѕЁЃдкЯпадЗХЫѕжаЃЌбЁгУЕФЪЧЯпадЗХЫѕЗЈжаОЋЖШНЯИпЕФЪеЫѕжааФЗХЫѕЗЈЃЌДЫЗНЗЈНЋвЖЩэжаНиУцЯпзюДѓФкЧадВЕФдВаФПДзїЪЧФ§ЙЬЪеЫѕжааФЁЃДЫЗНЗЈжЛПМТЧСЫКёЖШЖдЪеЫѕБфаЮЕФгАЯьЃЌШЯЮЊж§МўвЖаЭзюДѓФкЧадВЪЧвЖЦЌзюКёЕФЕиЗНЃЌдВаФЪЧзюКѓФ§ЙЬЕуЃЌвђДЫНЋзюДѓФкЧадВдВаФзїЮЊЪеЫѕжааФЃЌШчЭМ3.4ЫљЪОЁЃ
ЭМ3.4ХфзМЧАЕФЕуМЏМАЪеЫѕжааФ
вдзюДѓФкЧадВдВаФзїЮЊЬиеїЕуЕФICPХфзМЫуЗЈЙ§ГЬгывдаЮаФЮЊЖЈЮЛжааФЕФЙ§ГЬЯрЭЌЃЌжЛЪЧдкХфзМЕФЕкШ§ВНжаЃЌгУзюДѓФкЧадВдВаФДњЬцаЮаФЃЌНЋСНИіЕуМЏЕФзјБъЯЕдЕуЗжБ№вЦЖЏЕНИїздЕФзюДѓФкЧадВдВаФДІЃЌ

ЭМ3.5ХфзМЙ§ГЬжаЕФЕуМЏ
ЭМ3.6ЮЊХфзМКѓЕФвЖЦЌФЃОпаЭЧЛгыж§МўВтСПФЃаЭжаНиУцЯпЕуМЏЁЃ

ЭМ3.6ХфзМКѓЕФЕуМЏМАЪеЫѕжааФ
3.3 вджааФжсЯпЕуЮЊЬиеїЕуЕФХфзМ
БОЮФЮаТжвЖЦЌЕФОЋж§ЪЕбщЩшМЦЕФННзЂЯЕЭГЪЧАДжааФжсЖдГЦНсЙЙЃЌИљОнЮФЯз[6]ЃЌвЖЩэдкжааФжсЯпЩЯЃЌбивЖПэЁЂвЖИпЕФБфаЮСПЮЊСуЃЌЭЌЪБЃЌдквЖЦЌXЗНЯђЩЯППНќвЖЦЌжааФЃЌдкYЗНЯђЩЯППНќвЖХшЕФВПЮЛЮЛвЦГЁЮЊСуЃЌвђДЫЃЌПЩвдШЯЮЊЃЌдкНиУцЯпФкЕФВЛЖЏЕуЮЊЮаТжвЖЦЌжааФжсЯпгыНиУцЕФНЛЕуЃЌБОЮФжаЃЌНЋДЫЕуНазіжааФжсЯпЕуЃЌВЂНЋЦфзїЮЊХфзМЕФЬиеїЕуЃЌЛљгкICPЫуЗЈНјааХфзМЁЃЭМ3.7ЮЊДЫЕуЕФШЗЖЈЁЃ
