




第八章 茶叶罐盖模具结构设计
第五节 模架设计
模架按模架结构形式一般分为两大类:A大水口模架(两板模),B小水口模架(三板模)。
两板模架也就是单分型面注射模架,模具打开后,产品及流道凝料一起留在后模,其由顶出系统顶出。在模具重新闭合时,一般由复位杆使顶出系统复位。在设计过程中我们在保证设计质量的同时尽量使用两板模﹐因其具备以下几个特征:
- 构造简单﹑装配容易﹑故障小﹑模具使用寿命长。
- 适用于成品自动掉落﹑成型周期短。
- 浇口能选取各种形式。
- 浇口位置设定没有严格规定。
- 模具价格较便宜。
但其缺点是:浇口位置受约束较大。
三板模泛指浇注系统凝料和制品由不同分型面取出,三板模与两板模相比,在前模增加了一块可往复移动的脱料板,多用于针点式浇口的单型腔或多型腔模具。在以下3种情况下用到这种模架:
- 针点式进胶。
- 一模多腔。
- 进胶点偏置。
模架的大小主要取决于塑料产品的大小与结构,模架与镶件的选择可参考第5章,模架与镶件的尺寸参数关系尺寸取值范围表5-1,这里就不再赘述了。
根据模具模架与模仁之间的尺寸对应关系,确定茶叶罐盖注射模具的模架型号为DCI3335。
8.5.1 调用标准模架
在本节中将使用LTOOLS工具创建标准模架,其创建过程如下。
操作步骤
1)在【LTOOLS】工具栏上单击【标准模架】按钮 ,系统自动弹出【LTOOLS_国产模架库】对话框。然后在此对话框中设置如图8-28所示的模架参数。
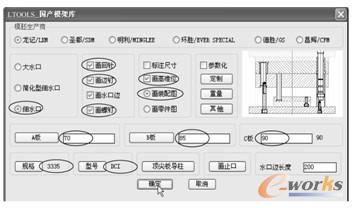
图8-28【LTOOLS_国产模架库】对话框
2)在【LTOOLS_国产模架库】对话框中单击【规格】按钮,系统弹出【LTOOLS_选择模架规格】对话框。然后在对话框中选择“3335”并单击【确定】按钮,完成模架规格的选择,如图8-29所示。
3)单击【型号】按钮,系统弹出【LTOOLS_选择模架型号】对话框如图8-30所示。在此对话框中选择“DCI”类型,最后单击【LTOOLS_选择模架型号】对话框中的【确定】按钮完成模架的型号选择。
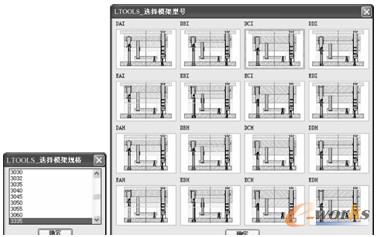
图8-29【LTOOLS_选择模架规格】对话框 图8-30【LTOOLS_选择模架型号】对话框
4)单击【LTOOLS_国产模架库】对话框中的【其他】按钮,系统弹出【LTOOLS_其他参数】对话框。在【A、B板间距】文本框中输入间距值为“1”,并单击【确定】按钮关闭对话框,如图8-31所示。

图8-31【LTOOLS_其他参数】对话框
5)接着按命令行提示,在图形区单击拾取任一点作为基准点,系统自动绘出按参数设计的模架(共4个视图),如图8-32所示。
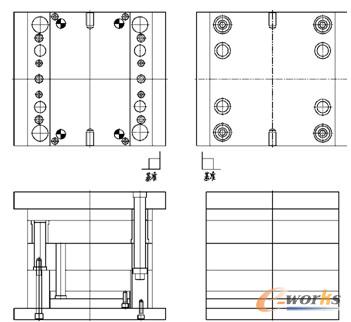
图8-32 标准模架
8.5.2 装配模仁
装配模仁就是将已经设计好的前、后模仁依照中心对齐原则插入到模架中合适的位置,也是进行模具结构设计的前提条件,装配模仁过程如下。
操作步骤
1. 移动复位杆
移动复位杆的目的是为了方便看图,因为从标准模架库调出的模架图中,复位杆是在模架主视图中显示,而主视图需要做顶出系统,我们需把复位杆移动到侧视图中。移动复位杆的操作步骤如下。
1)先在侧视图中用【偏移】命令偏移出复位杆中心线,单击【修改】工具栏中的【偏移】按钮 ,按命令行提示输入偏移距离“30”(测量复位杆中心到模架边的距离为“30”)为偏移距离,并按空格键确定;选择要偏移的基准图元(侧视图模架边),在偏距的方向(模架边的右侧)上单击,按空格键完成。
2)移动复位杆:单击【修改】工具栏中的【MOVE】按钮 ,按空格键确定执行,按命令行提示,框选要移动的复位杆,按空格键确定;按命令行提示,单击选取复位杆中心线与面尖板的交点作为移动基点,接着按空格键确认;按命令行再次提示,单击模架侧视图中刚创建的偏移线与面尖板的交点为移动的目的点,完成复位杆的移动,如图8-33所示。
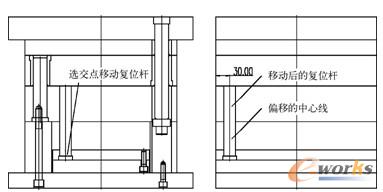
图8-33 移动复位杆
2. 装配模仁
1)单击【修改】工具栏中的【MOVE】按钮 ,按空格键确定执行,按命令行提示框选要移动的前模仁,按空格键确定;接着按命令行提示,单击选取前模仁中心点作为移动基点,接着按空格键确认;再次按命令行提示,单击前模架俯视图中心点为移动的目的点,完成前模仁的装配,如图8-34所示。
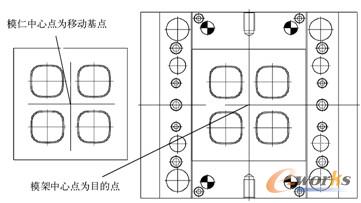
图8-34 装配前模仁
2)以同样的方法移动装配后模仁,最终结果如图8-35所示。
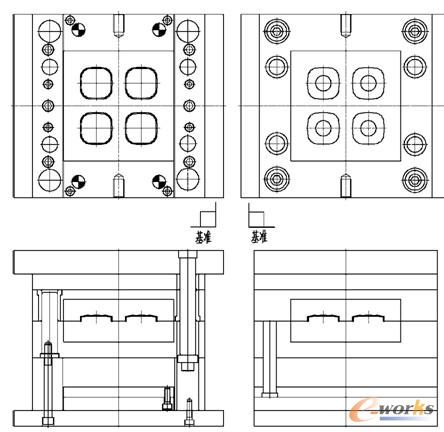
图8-35 装配后模仁的最终结果
3)模仁周边倒角、模板打避空孔。模具各个装配零件四周都应该倒角,原因是在搬运和装配零件时可避免划伤装配工人的手。用【倒角】CHA(CHAMFER)修剪命令对主视图的侧视图进行倒角,倒角距离为5mm,如图8-36所示。
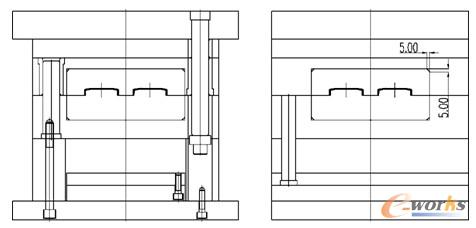
图8-36 模仁边倒角
4)为方便模仁的装配,应对前后模视图模仁的四角画3个避空孔,再对模仁第四角进行倒圆角,基准角模板的R角比模仁R角大R2,最终结果如图8-37所示。
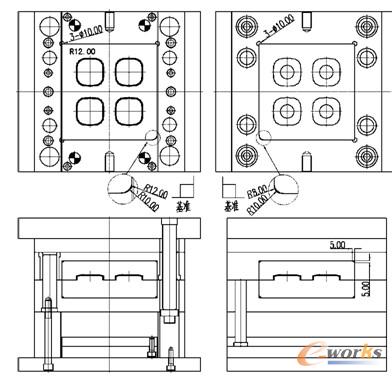
图8-37 模仁边倒圆角
专家提示:在工厂实际生产中,需要在模架的A、B板模框的内直角处打避空孔(直径10mm),目的是为了方便加工;另外基准角模板的R角比模仁R角小R2,既可防止模板R角与模仁R角相互干涉,又可防止在安装前后模仁时,把其装反。
AutoCAD 2012 注塑模具布局与结构设计
- 作者:
- 贾广浩*黄成等编著
- 类别:
- 产品创新数字化
- 出版社:
- 机械工业出版社
- 出版时间:
- 2012年1月1日
- 定价:
- ¥59.80
- 京东价:¥49.00

实际售价以e-works战略合作伙伴当日售价为准