



第一章 数控编程基础
第八节 思考与练习
1. 列举出数控机床控制系统所具有的插补功能,并给出相应的指令格式,说明其中每个地址字/参数的含义。(控制系统型别不限)
2. 用数控车床加工如图1-16所示零件,材料为45号钢调质处理,毛坯的直径为44mm,长度为180mm。按要求完成零件的加工程序编制。[注:工件坐标原点设在右端面时,P1点的坐标为(17.055,-100.757),P2点的坐标为(17.055,-89.243)。]
(1)粗加工程序使用固定循环指令;
(2)对所选用的刀具规格、切削用量等作简要工艺说明;
(3)加工程序单要字迹工整。
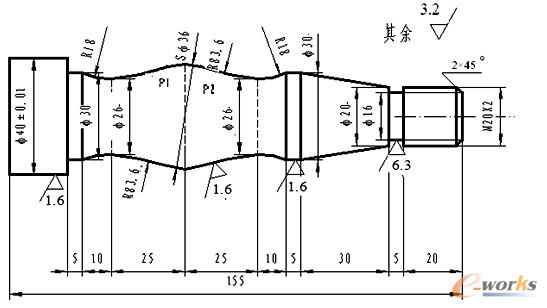
图1-16 加工零件图
3. 用数控铣床加工如图1-17所示零件,工件材料为铝,毛坯为120mm×60mm×10mm板材,现已完成8mm深的外轮廓粗加工,周边留1mm余量,按要求完成零件的加工程序编制,同时要求加工出φ20mm的孔。
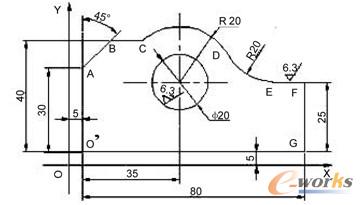
图1-17 加工零件图
NX CAM初级编程实践教程
- 作者:
- 唐秀梅*李海泳*杨涧石*张军*杨楠
- 类别:
- 产品创新数字化
- 出版社:
- 清华大学出版社
- 出版时间:
- 2013.10
- 定价:
- ¥46.00
- 京东价:¥39.10

实际售价以e-works战略合作伙伴当日售价为准