1、 引言
Pro/ENGINEER软件是CAD/CAM一体化的实用软件之一,在航空、航天领域、电子通信等精密加工领域都有普遍应用,可进行三至五轴铣削以及车削、线切割的数控加工过程设计,对产品进行加工过程仿真及对工件进行切削干涉检查并直接生成加工程序。由于软件的整个系统建立在统一的数据库基础上,能将整个设计至生产过程集成在一起,具有全相关性,应用它进行数控编程,避免了加工过程对产品进行二次建模,使用方便,数据提取可靠,可以避免在加工过程中对产品的重复设计可能发生的错误。笔者自使用该软件以来,成功完成了精密馈电零件、高精度天线座架和大型天线模具的多种产品的程序设计,如图1所示。以下是应用该软件过程中的一些技巧和体会,与大家共飨。
图1 天线上的馈电、座架、模具产品
2、 应用技巧
2.1 工作路径的设置
Pro/ENGINEER的工作路径的设置是很重要的,因为Pro/ENGINEER缺省的启动路径是在 Pro/ENGINEER安装路径下的BIN文件夹,该文件夹存储Pro/ENGINEER最重要的各种命令。如果不设置工作路径,随着工作的进行,会直接把零件文件、装配文件、加工文件和相应的Trail文件都保存在此文件夹中,给文件的管理带来很大的麻烦,所以一定要建立自己的工作目录,并且能做到文件的分类存放,统一管理。工作路径设置的方法是:在文件目录下选择工作路径目录,然后选择需要设置的路径及文件夹作为工作路径后,确定就可以了。
2.2 Config文件的正确应用
Config文件是Pro/ENGINEER的系统配置文件,几乎可以满足对Pro/ENGINEER的所有要求,不仅在进行产品设计过程需要用到,在进行加工过程设计时也有非常重要的参数设置。通过这些设置,可以把Pro/ENGINEER定制为所需的工作环境。下面是在加工过程中经常需要设置的参数。
(1)Mfg_auto_ref_prt_as_chk_srf:选择yes或 no,在3、4和5轴“轮廓”和“常规”铣削序列中,缺省情况下选取整个参照零件作为检查曲面,用于计算这些序列的“NC序列”刀具路径。
(2)Mfg_info_location:选择top_left,bottom_right,用来设置“制造信息”对话框的位置。
(3)Mfg_xyz_num_digits:缺省值为10,在CL数据文件中,为x、y、z数据点设置数字位数。
(4)Nccheck_type:包括:vericut(缺省),指使用CGTech公司提供的Vericut;Nccheck,使用Pro/NC-CHECK。
2.3 工件坐标系选择技巧
机床坐标系是机床上固有的坐标系,都设有固定的坐标原点。在实际加工中,通常会选择工件上的一点作为数控程序原点,并以此为原点建立一个工件坐标系。应用软件进行程序设计时的坐标系就是实际加工时的工件坐标系。工件坐标系的合理确定,对数控编程及加工时的工件找正都很重要。为提高零件加工精度,程序原点应尽量选在零件的设计基准和工艺基准上,如对于以孔定位的工件,以孔的中心为程序原点就比较合适。程序原点也可以选在两垂直平面的交线上,这样不论是用铣刀还是用测头都可以很容易找到交线的位置。对于几何形状不规则的产品,要根据产品的具体情况来选择工件坐标系。通常都要遵守以下原则:在机床上容易找正、编程方便、对刀误差小、加工时检查方便、可靠和所引起的加工误差小等。
2.4 刀具切入和切出工件的路径设计
应用腔体类、轨迹类加工方式,如不作特殊设计,刀具会按照系统计算的位置进行刀具的切入和切出,但有时这个位置并不是程序设计人员需要的。例如,对于薄壁产品的铣削加工,为减少刀具的轴向切削力,防止工件变形,一般首先会在工件落刀位置打孔,轴向进刀时,要求刀具从落刀孔位置轴向进刀,侧刃铣削,以减小切削力,防止工件变形。在刀具路径优化功能中可以对刀具切入和切出位置做具体设计,这个功能可以应用于整个腔体加工,也可在指定的工件层或者位置进行刀具切入和切出设计。实际应用的方法有三种 :新建或者选择基准点作为刀具轴向切入和切出的位置,这个点可以投影到垂直于安全面的所有加工层上 ;新建或者选择基准轴线进行刀具的切入和切出位置设计,这个轴线可以是工件上的,也可以是毛坯上的,必须垂直于安全面,同样刀具轴向的切入切出都是沿轴线的位置 ;用草绘工具,在加工坐标系的XY平面上进行刀具切入和切出的轨迹设计。可以应用Pro/ENGINEER软件的草绘功能对刀具切入切出产品的路径进行设计,可使刀具沿零件轮廓法向垂直切入或者使刀具沿零件轮廓切向切入,并可以控制刀具切入切出的延伸距离。
2.4.1 切削深度控制
在加工腔体类的零件,特别是型腔深度尺寸比较大时,刀具切深的控制非常重要。随着加工过程的进行,刀具悬深尺寸逐渐增大,对切削深度的要求也会不断变化,参数表中的Step-Depth参数被定义为加工中刀具的层切削深度,适用于整个腔体加工,但在某些有特殊要求的零件,考虑加工效率和加工性能,使用同样切深却不一定适用。在加工过程优化设计中,可以对刀具的切削深度进行控制。
(1)Upto Depth:每层按切削深度加工至设定的深度。
(2)From-To Depth:在一个特定的深度范围内分层加工。
(3) Slice/Slice:按照每层设定的层深生成刀具运动轨迹,需要设置每层的加工深度。
2.4.2 切削速度的控制
在切削加工过程中,在刀具切入、切出、圆弧走刀、直线走刀等情况下需要设置不同的切削速度,在高级参数表设置里可以根据不同的加工部位设置不同的切削参数。
(1)Cut-Feed :切削加工进给速度。
(2)Retract-Feed :刀具返回安全面的速度。
(3)Free-Feed :快速进给速度,如果不设定的话,该速度应用机床默认的缺省值。
(4)Arc-Feed :圆弧加工进给速度。
如果加工一个工件时刀具轨迹既有直线又有圆弧,往往对直线加工和圆弧加工设定不同的切削速度。为提高加工效率,通常也会设定刀具返回安全面的速度。
2.4.3 轨迹加工时的刀具路径优化设计
Pro/ENGINEER的轨迹加工方式给程序设计人员很大的自由度,可根据不同的加工产品进行刀具加工轨迹的设计。以下是加工轨迹设计的4种方式。
(1)草绘刀具加工轨迹 。
(2)选择曲面的边作为刀具轨迹。
(3)选择或者草绘曲线作为刀具轨迹。
(4)选择曲面作为刀具加工轨迹。
对于几段不连续的轨迹加工,可以在刀具路径优化的菜单下,通过插入方式将不连续的加工过程连接起来,不再进行切削过程的重复设计,使加工过程设计更为简捷。具体做法是:在刀具路径优化菜单下,分段插入新的刀具轨迹路径,并且在轨迹加工方式下可以对刀具的运动方向、刀具半径的偏置方向进行控制,并可根据加工产品的结构要求进行刀具的深度方向偏置。
2.4.4 五轴机床加工坐标系转换技巧
在五轴加工过程设计中,工件X、Y、Z轴的方向只要确定,其余两轴也就确定了。通常情况下进行曲面和轮廓的五轴加工可直接应用工件坐标系,但在体积铣削和腔体铣削加工时,也会涉及到工件坐标系和工步坐标系之间的相互转换,在这两种加工方式下,只能提供三轴加工方式,刀具轴线必须沿工件坐标系的Z轴方向加工,如果零件上的腔体位置相对工件坐标系已经旋转了一定的角度,三轴方式无法生成刀具加工轨迹。这时需要对该工步应用的坐标系进行平移旋转,也就是使工步坐标系和工件坐标系之间进行相互转换。具体方法是:对于在五轴加工中需要旋转角度进行腔体或体积加工的产品,重新设计工步加工坐标系和相应的安全面,并在该工步中选择该坐标系和安全面,使刀具沿垂直于新坐标系的Z方向进刀,坐标系之间的转换关系如图2所示。
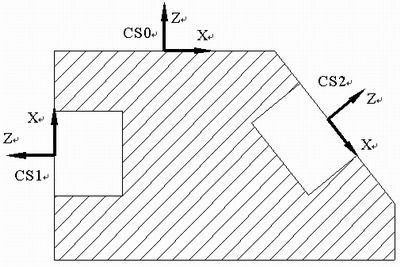
图2 五轴加工坐标系转换示意图
其中 CS0——工件坐标系 ;
CS1、CS2——旋转后的加工坐标系。
在产生加工NC文件时,系统自动计算工件坐标系和新的工步坐标系的位置关系,在生成加工程序时自动将刀具的刀位点换算成工件坐标系的坐标数值,实现一个加工过程中不同坐标系之间的转换。
