2.4.5 曲面加工加工精度的控制
Pro/ENGINEER的加工模块提供了两种曲面加工的方式 :Conventional Surface Milling(常规曲面加工)和Contour surface milling(等高线曲面加工)。曲面精度控制是曲面加工中的重要环节,通常会应用参数控制曲面精度。
(1)TOLERANCE指公差。主要用来控制刀具曲线加工路径的精度,在刀具按直线插补走刀时,两点之间的连线和理想曲线的最大间距用公差控制,如图3所示。公差数值越小,则曲线的精度就越高。
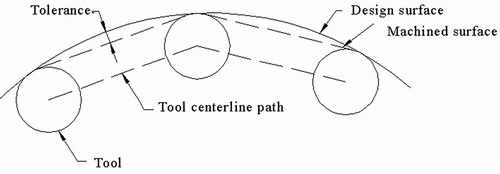
图3 公差示意图
(2)SCALLOP-HGT:使用球头铣刀加工曲面的时候,刀具两次走刀过后,在工件表面会形成一个凸台,如图4所示。
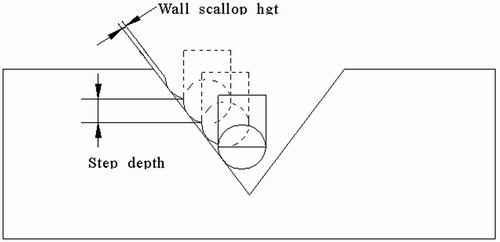
图4 SCALLOP-HGT参数示意图
该参数主要用来控制曲面加工中的凸台高度,当球头刀按照参数表中的步距加工曲面时,如果形成的凸台尺寸超过该参数设置值时,系统自动按照该尺寸重新计算刀具的步距,确保曲面的精度要求。
2.4.6 高速加工的参数设置
在体积铣削中进行高速粗加工时,可将参数ROUGH_OPTION(加工方式)设置为ROUGH_ONLY,将SCAN_TYPE设置为CONSTANT_LOAD(恒载荷),使刀具在高速加工时处于恒定的切削条件,刀具从工件的外侧材料逼近,恒定的凹口载入,尽量避免刀具方向突然发生改变,减少重新定位移动。
在体积铣削中进行高速轮廓加工时,可将ROUGH_OPTION参数设置为PROF_ONLY,将SCAN_TYPE设置为CONSTANT_LOAD,尽量避免刀具方向突然发生改变,使用连续刀具路径,减少重新定位移动,使用弧线或螺旋线移动的“进刀”和“退刀”运动来保证加工产品的表面质量。
2.4.7 后处理程序的开发应用
Pro/NC生成ASCⅡ格式的切刀位置 (CL) 数据文件,在进行任何加工操作之前这些文件需要进行后处理以创建“加工控制数据 (MCD)”文件。可通过设置配置选项NCpost_type来控制要使用的后处理模块。在进行产品加工设计之后,需要应用相应的后处理器对产生的刀位文件进行后置处理,以生成机床可以识别的NC代码。由于每种设备的结构、功能以及使用的数控系统不尽相同,后处理器不能通用,需要使用者针对具体设备的数控系统进行二次开发,如图5所示。所开发出的不同数控系统对应的后处理器,能够处理不同类型格式的刀具路径文件,并做优化处理以满足不同类型的机床、系统、零件加工需求,生成NC程序不需人工做二次修改而直接应用于机床。

图5 后处理程序开发界面
3、 结束语
以上是笔者在应用Pro/ENGINEER软件进行程序设计后总结出来的一些应用技巧和体会。通过对大量零件的程序设计及实际检验,应用软件的MFG加工模块可以进行各类复杂结构产品的加工过程设计,其中应用高级曲面加工模块完成复杂曲面产品五轴机床数控加工,应用高速铣削技术进行薄壁多腔体结构件的加工、高精度产品的加工等关键技术的解决,取得了良好的技术经济效益。在进行程序设计时,还需要考虑刀具路径及程序优化,切削参数及切削方式的优化等问题,在满足产品设计要求的前提下,降低加工成本,提高产品的生产效率。
