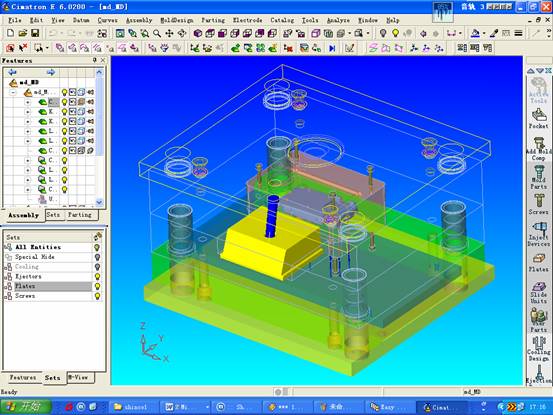
三、模架设计
之后通过CIMATRON E专门的MOLDESIGN模块,进入到模具的细节设计部分。这里调用了LKM(龙记)的标准模架,并且设计添加了侧滑块模组。
MOLDESIGN的流道、冷却和顶出机构的设计采用了向导式操作,并且可以自动对相关的零件进行切割,大大提高了模具设计的效率。
四、NC编程
安全高效的NC编程功能是我们一直选用Cimatron E来进行CAM加工的主要原因,其高速铣削的功能和完善的毛坯残留技术,使得我们可以使用很小的刀具精密加工局部狭窄区域,这也是CIMATRON E领先于其它CAD/CAM软件的重要原因。
这里以型腔模具的加工为例,说明CIMATRON E高速铣削加工在我们实际生产中的应用:
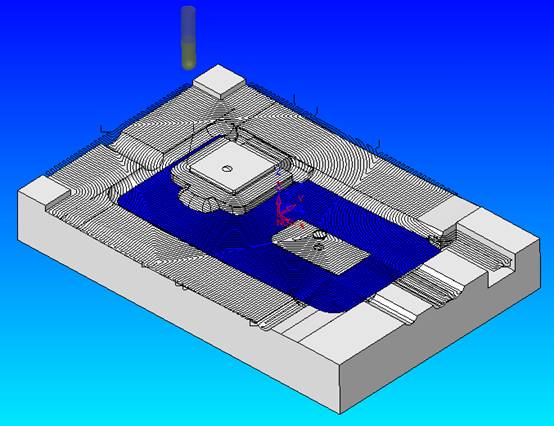
1. 粗加工:刀具R3球刀,加工方法ROUGH SPIRAL
在高速铣削中我们常采用球刀开粗来减小主轴受到的扭矩,CIMATRON E高效的环绕切削保证了刀具在加工过程中刀具载荷的稳定,并且在行间过渡采用圆弧连接,使得加工刀路既安全又高效。
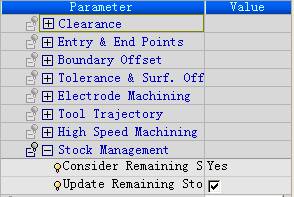
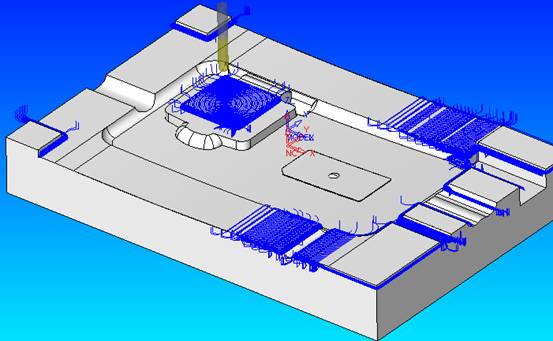
2. 二次开粗:刀具R2,加工方式REROUGH
CIMATRON E完善的毛坯残留知识保证了安全高效的二次开粗刀路,软件自动计算零件的材料残留情况,以此决定需要加工的区域,并且优化进刀位置。使得我们可以使用小直径刀具来进行二次开粗局部区域。
3. 精加工型腔曲面:刀具R1.5, 加工方法FINISH BY LIMIT ANGLE
按照曲面的形状自动区分水平和垂直区域,分别用平行切削和层降的方式来加工;优化的加工层间连接方式,有效的消除了进刀位置的切入切出痕迹。

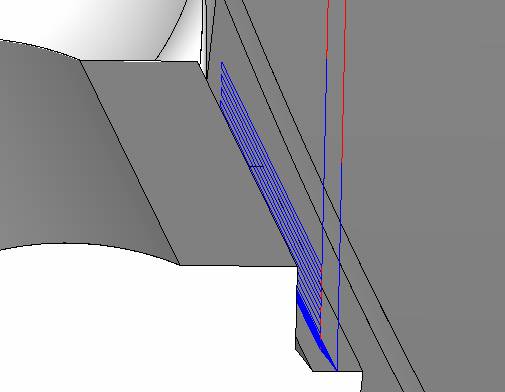
4. 局部区域补充加工 刀具D0.7
加工工艺要求型腔全部加工中心铣削成形,对于局部的狭窄区域,我们采用了?0.7的平底刀来加工到位。最后的精加工成形沿曲面参数线方向加工,刀路简洁高效。
通过上述的高速铣削加工过程,我们简化了加工工艺,免除了放电加工的工序,缩短了制造工时,型腔表面通过抛光可以得到镜面的效果。CIMATRON E软件在我们的各项新产品模具制造中发挥了重要作用,相信随着制造技术的进步,CIMATRON公司能够提供给我们更先进的功能模块,使得我们能够将现有的交货周期更加缩短。
