(3)加工方案设计
对以上零件的三维建模进行分析,按工艺方案的要求,根据零件毛坯、夹具装配之间空间几何关系及刀具特征和参数,筛选最适合的加工方法。对实体造型进行进一步的工艺分析,根据加工性质修改增补造型,根据加工特点以及加工能力,确定需要加工的三维实体面,再分析实体的组成情况,拟定刀具的进入路径、切削路径、退出路径,找到刀具在运动中可能发生干涉的部位,并及时地进行加工环境调整。
(4)生成加工轨迹
根据需加工零件的形状特点及工艺要求,利用CAXA制造工程师中提供的曲面、导动、参数线、投影、等高等加工方法,灵活选定需要加工的实体部分,输入相关的数据参数和要求,可快速显示图形、生成刀具轨迹和刀具切削路径。示例如图3所示。
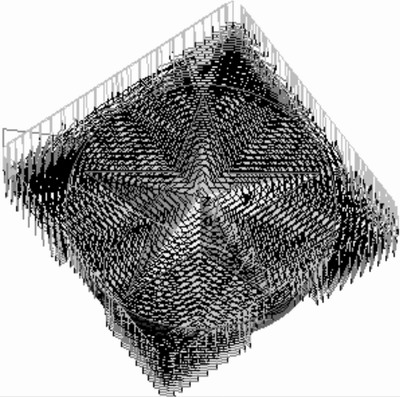
图3 五角星的加工轨迹
针对实体不同加工性质和加工部位的特点,采用不同的加工方法从而生成不同的粗加工和精加工轨迹。编程人员可以根据实际需要,灵活地选择加工部位和加工方法。加工轨迹生成后,利用刀位编辑、轨迹的连接和打断编辑以及参数修改等功能对相关轨迹进行编辑和修改。运用轨迹仿真功能,即可屏幕模拟实际切削过程,显示材料去除过程和进行刀具干涉检查,检验生成的刀具轨迹是否满足要求,查看切削后的工件截面,确保不会出现过切。示例如图4~图5所示。
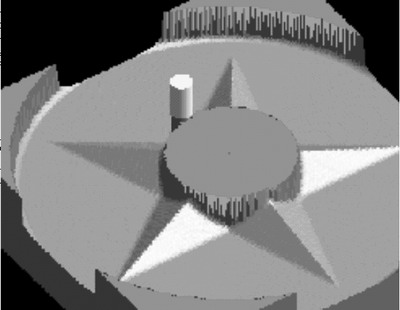
图4 屏幕模拟切削过程
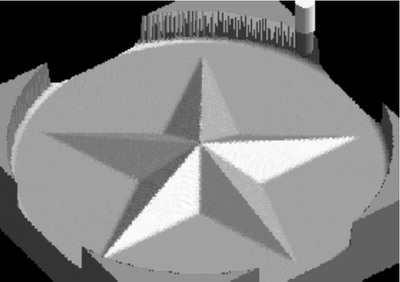
图5 仿真加工结果
(5)生成G代码
数控编程的核心工作就是生成刀具轨迹,然后将其离散成刀位点,经后置处理产生数控加工程序。当加工轨迹生成后,按照当前机床类型的配置要求,把已经生成的刀具轨迹自动转化成合适的数控系统加工G代码,即CNC数控加工程序。但不同的机床其数控系统是不尽相同的,不同的数控系统其G代码功能不同,加工程序的格式也有所区别,所以要对G代码进行后置处理,以对应于相应的机床。利用软件的加工工艺参数后置处理功能,可以通过对“后置处理设置”进行修改,使其适用于机床数控系统的要求,或按机床规定的格式进行定制。定制后,可以保存设置,用于今后与此类机床匹配需要。
G代码生成后,可根据需要,自动生成加工工序单,程序会根据加工轨迹编制中的各项参数自动计算各项加工工步的加工时间,这非常便于生产管理识别和加工工时的计算。我们还可通过直观的加工仿真和代码反读来检验加工工艺和代码的质量。
(6)G代码传输和机床加工
生成的G代码要传输给机床,如果程序量少而机床内存容量允许的话,可以一次性地将G代码程序传输给机床。如果程序量巨大,就需要进行DNC在线传输,将G代码通过计算机标准接口直接与机床连通,在不占用机床系统内存的基础上,实现计算机直接控制机床的加工过程。机床根据接收到的G代码加工程序,就可进行在线DNC加工或单独加工了。
四、结束语
我们用CAXA制造工程师对示例零件进行了数控加工,刀具路径设计合理、正确,执行加工一次成功。与传统的手编程的数控加工相比较,有以下几个特点:
(1)在计算机屏幕上,面向零件的几何图形,以鼠标指点操作对象,使用相关菜单进行编程设计,方法简单易学。
(2)编程结果直观,以刀具路径在屏幕上显示,处理速度快。经仿真切削和刀具干涉检查,所编程序一次成功,大幅度减少了机床调整时间和机床试切时间。
(3)减少了程序调试时间,减少了机床工时占用,缩短了生产周期。
(4)采用数控技术不仅可以缩短生产周期,又避免了多次装夹,提高了加工精度,提高加工的准确性和加工复杂零件的能力。
