一、引言
数控加工技术已广泛应用于模具制造业,如数控铣削、镗削、车削、线切割、电火花加工等,其中数控铣削是复杂模具零件的主要加工方法。数控设备为精密复杂零件的加工提供了基本条件,但要达到预期的加工效果,编制高质量的数控程序是必不可少的,这是因为数控加工程序不仅包括零件的工艺过程,而且还包括刀具的形状和尺寸、切削用量、走刀路径等工艺信息。对于简单的模具零件,通常采用手工编程的方法,对于复杂的模具零件,往往需要借助于CAM软件编制加工程序,如Pro/ENGINEER、UG、Cimatron、MasterCAM等。无论是手工编程或计算机辅助编程,在编制加工程序时,选择合理的工艺参数,是编制高质量加工程序的前提。
二、刀具的选择
在模具型腔数控铣削加工中,刀具的选择直接影响着模具零件的加工质量、加工效率和加工成本,因此正确选择刀具有着十分重要的意义。在模具铣削加工中,常用的刀具有平端立铣刀、圆角立铣刀、球头刀和锥度铣刀等,如图1所示。
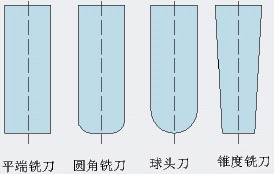
图1 刀具定义
在模具型腔加工时刀具的选择应遵循以下原则:
1.根据被加工型面形状选择刀具类型
对于凹形表面,在半精加工和精加工时,应选择球头刀,以得到好的表面质量,但在粗加工时宜选择平端立铣刀或圆角立铣刀,这是因为球头刀切削条件较差;对凸形表面,粗加工时一般选择平端立铣刀或圆角立铣刀,但在精加工时宜选择圆角立铣刀,这是因为圆角铣刀的几何条件比平端立铣刀好;对带脱模斜度的侧面,宜选用锥度铣刀,虽然采用平端立铣刀通过插值也可以加工斜面,但会使加工路径变长而影响加工效率,同时会加大刀具的磨损而影响加工的精度。
2.根据从大到小的原则选择刀具
模具型腔一般包含有多个类型的曲面,因此在加工时一般不能选择一把刀具完成整个零件的加工。
无论是粗加工还是精加工,应尽可能选择大直径的刀具,因为刀具直径越小,加工路径越长,造成加工效率降低,同时刀具的磨损会造成加工质量的明显差异。
3.根据型面曲率的大小选择刀具
在精加工时,所用最小刀具的半径应小于或等于被加工零件上的内轮廓圆角半径,尤其是在拐角加工时,应选用半径小于拐角处圆角半径的刀具并以圆弧插补的方式进行加工,这样可以避免采用直线插补而出现过切现象;在粗加工时,考虑到尽可能采用大直径刀具的原则,一般选择的刀具半径较大,这时需要考虑的是粗加工后所留余量是否会给半精加工或精加工刀具造成过大的切削负荷,因为较大直径的刀具在零件轮廓拐角处会留下更多的余量,这往往是精加工过程中出现切削力的急剧变化而使刀具损坏或栽刀的直接原因。
4.粗加工时尽可能选择圆角铣刀
一方面圆角铣刀在切削中可以在刀刃与工件接触的0~90°范围内给出比较连续的切削力变化,这不仅对加工质量有利,而且会使刀具寿命大大延长;另一方面,在粗加工时选用圆角铣刀,与球头刀相比具有良好的切削条件,与平端立铣刀相比可以留下较为均匀的精加工余量,如图2所示,这对后续加工是十分有利的。
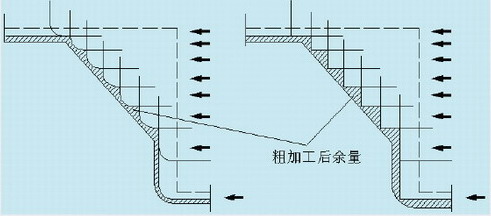
图2 圆角铣刀与平端铣刀粗加工后余量比较
三、走刀方式和切削方式的确定
走刀方式是指加工过程中刀具轨迹的分布形式。切削方式是指加工时刀具相对工件的运动方式。在数控加工中,切削方式和走刀方式的选择直接影响着模具零件的加工质量和加工效率。其选择原则是根据被加工零件表面的几何特征,在保证加工精度的前提下,使切削时间尽可能短,切削过程中刀具受力平稳。
1.走刀方式
在模具加工中,常用的走刀方式包括单向走刀、往复走刀和环切走刀三种形式,如图3所示。其中,图3a为单向走刀方式,在加工中切削方式保持不变,这样可以保证顺铣或逆铣的一致性,但由于增加了提刀和空走刀,切削效率较低。粗加工中,由于切削量较大,一般选用单向走刀,以保证刀具受力均匀和切削过程的稳定性。图3b是往复走刀方式,在加工过程中不提刀进行连续切削,加工效率较高,但逆铣和顺铣交替进行,加工质量较差。一般在粗加工时由于切削量大不宜采用往复走刀,而在半精加工和表面质量要求不高的精加工时可选用往复走刀。图3c是环切走刀方式,其刀具路径由一组封闭的环形曲线组成,加工过程中不提刀,采用顺铣或逆铣切削方式,是型腔加工常用的一种走刀方式。
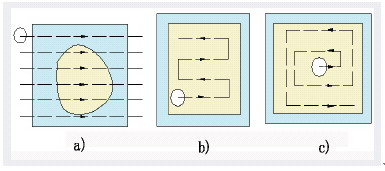
图3 走刀方式
2.铣削方式
铣削方式的选择直接影响到加工表面质量、刀具耐用度和加工过程的平稳性。在采用圆周铣削时,根据加工余量的大小和表面质量的要求,要合理选用顺铣和逆铣,一般地,粗加工过程中余量较大,应选用逆铣加工方式,以减小机床的震动;精加工时,为达到精度和表面粗糙度的要求,应选择顺铣加工方式。在采用端面铣削时,应根据所加工材料的不同,选用不同的铣削方式,一般地,在加工高硬度的材料时应选用对称铣削;在加工普通碳钢和高强度低合金钢时,应选用不对称逆铣,可以延长刀具的使用寿命,得到较好的工件表面质量;在加工高塑形材料时应选用不对称顺铣,以提高刀具的耐用度。
