| |
 |
�����ȵ� |
|
|
|
������� |
|
|
|
������� |
|
|
|
������� |
|
|
|
����̳���Ʒ |
|
|
|
| |
|
|
| ��ǰλ�ã�������Ϣ�� -> CAM |
| |
| | ���շ�����ҶƬ����ӹ� | | ����ʱ�䣺2006-8-7 ���ͨ ��Դ�� | | �ؼ��֣��ɻ������� ҶƬ ϳ�� | | | ���Ľ����ڷɻ�������ҶƬ�ӹ������У�ͨ����������ϳ��,���Եõ����õ�Ч��.�ӹ���ҶƬ����С,�������Ҳ���ߡ� |
| | һ������
�ɻ���������ҶƬ��С��ͬ����״���죺�ӳߴ��Ͽ������ҶƬ��250��60��10��С��ֻ��30��10��5������״�Ͽ��������̨�ṹ���Ը���һЩ������������ϳ�����������̨�ģ�������ӹ����ɡ�����ҶƬ����һ���ص㣺�����ӹ�ʱ�ױ��Ρ�
ҶƬ��ë����Ϊ�Ͻ��������ӹ�����Ƚϸ��ӣ���ͼֽ����Ʒ��һ�㶼Ҫ����40��60������Ŀǰ��������ҶƬ��Ҷ����Ҷ�裩�ļӹ�������������ϳ����������ʽϳ�����ģ�����ת����̨����ϳҶ����Ȼ��ת180�b����ϳҶ�衣�����ߡ��������Լ�Ҷ�����ں����Ĺ������ٴ���������ϳ������װ�������࣬�ӹ�Ч�ʵͣ����Ҽӹ���ҶƬ���δ�ҶƬ������״��ԭ����нϴ���
���������������ϳ����һ��װ���Ϳɰ�Ҷ����Ҷ�衢���������Լ�Ҷ��ͬʱ�ӹ����������Ҽӹ����ҶƬ����Ҳ��С������ߵ�·����Ƶĺ������ӹ���ҶƬ����Ĺ��ȸߣ������ĸ����������ȡ��������������ߺͳ�����Ҳ�����ٴ�����������������ҶƬ�ļӹ�������Ч�ʶ����Ϊ��ߡ�
����ϳ��ҶƬ������ĵ���·�����£�
(1)����ϳ��Ҷ����Ҷ��ʱ�����������������ߵ�����һ���ߵ���һ�ˣ�
(2)�ٵ���ϳһ�ν��������ߣ�������ҶƬ���ߴ�һ��ϳ����һ�ˣ��Ա�֤���������ߵ���״���Ⱥͱ�����ȣ�
(3)ϳ��Ҷ���Ĺ�����ʱ��ȷ��ҶƬ���˵�̨�������ˡ�
����Ҷ����Ҷ��ϳ��
����ͼ1��ʾ��ҶƬ���ɲ��ý������������ߵ�·�������������ҶƬ����������ת�˶���ͬʱ��ϵ���������ֱ���˶�����ͼ1��ʾ�����������ߵ�·����ҶƬ�ı���С�������ɿ���Ҷ��Ҷ�赶���Ȳ����������ȣ������˺�����ĥ����ȹ���Ĺ������������Ե����ҶƬ������Ч�ʡ����ң����������ߵ�·�����ϱ��������ߵ�·�����öࡣ 
ͼ1 ҶƬ�ߵ�·��
������ϸ˵���йؼ��㷽����������ѡ��
ͼ2��ҶƬ�ĸ���ͼ��Ҷ�εij���Լ220.7mm���̱�Լ175.3mm��ҶƬ��Լ93.9mm��ҶƬ���˾���̨�ף�̨�IJ�����Ҷ�εĽ��߸����߲���ֱ����н�Լ20�㣬�ұ�Լ8.6�㡣 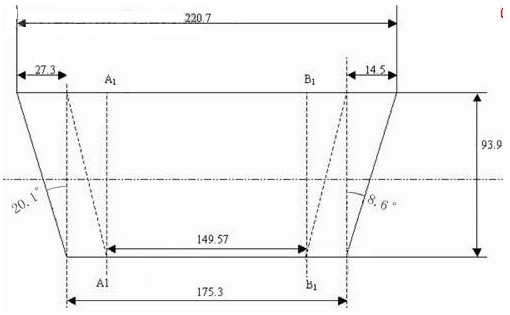
ͼ2 ����ͼ
��������ϳ��ʱ�����Ҷ˺���˵��ߵ�����Ӧ̨ͬ�IJ������ƽ�У�ϳ����ϵ���������ҶƬ�в�ϳ��ʱ���ߵ������������ߴ�ֱ����ͼ2��ʾ��������࣬�ߵ������뵶��н�20��ǣ�ϳ����A1_A1����ʱ���ߵ����������ߴ�ֱ��ϳ��B1-B1������ߵ���������б�������Ҷˣ��ߵ��������Ҳ�̨�IJ��淽��һ�£��������н�8.6�㡣
������������·����ľ���Ϊd���������˵�A1-A1�������������ΪN=27.3/d��ȡd=1.5����N=18����ȡ20�����������������ת��Ϊ��20��/20=1�㡣
ͬ�������Ҷ˵ĵ�����14.5/1.5=9.6ȡ10����ÿ��ת�ǣ�8.6��/10=0.86�㡣
���ת�Ǽ��㣺����ƽ����ת������·����Ӧ�ص�������Ϊ��Qm��W/2��d��Qm��2d/W����ͼ3��ʾ��W=93.9��d=1.5����Qm��1.83�㡣 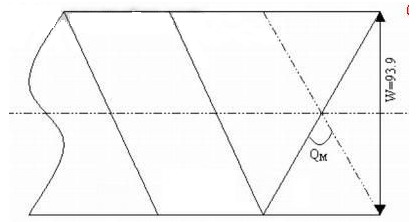
ͼ3 ����·�����ص�����ʾ��
| | | | |
|
|
|
| |
|
