2. 精加工
精加工的基本要求是要获得很高的精度、光滑的零件表面质量,轻松实现精细区域的加工,如:小的圆角(小于1mm),小的沟漕等,高速加工的出现是一场制造行业的革命,可以使诸如要使用耗时的放电加工工艺,完全在高速加工中心上完成,淬硬材料在高速加工中心上能够获得十分高的表面质量(R0.4)等,使得传统工艺工艺人员必须重新考虑工艺。如果要获得高的表面质量,切入和切出工件时,无论是粗加工还是精加工,都应使用使用圆弧切入和切出方法来切入或离开工件。应尽量避免垂直下刀,直接接近零件表面,因为这样会降低切削速度,同时会在零件表面上留下很多刀痕POWERMILL的丰富切入切出及连接方式极大限度的满足了高速加工的要求,特别在精加工中一定采用切入切出工艺方案。同时POWERMILL是一款精加工策略非常丰富的CAM系统(如图6)

图6
对许多形状来说,精加工最有效的策略是使用三维螺旋策略(如图7)。使用这种策略可避免使用平行策略和偏置精加工策略中会出现的频繁的方向改变,从而提高加工速度,减少刀具磨损。这个策略可以在很少抬刀的情况下生成连续光滑的刀具路径
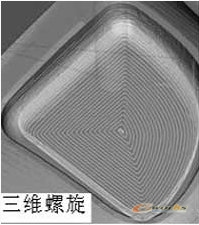
图7

图8
传统的等高加工方式是众多CAM软件普遍采用的一种加工方式,POWERMILL在此经典加工方式上做的创新让人耳目一新:
(1) 螺旋等高,也就是在加工区域仅一次进刀,在不抬刀的情况下生成连续光滑的刀具路径(图8),进、退刀方式采用圆弧切入切出,螺旋等高方式的特点是,没有等高层之间的刀路移动,避免频繁抬刀、进刀对零件表面质量的影响及机械设备不必要的耗损。
(2) 等粗糙度等高加工,可谓独具特色的一种加工方式, 一改其它CAM软件的单一等Z轴方式,智能识别、智能转换、将大幅提高曲面加工质量,刀路的优化,将大幅减少加工时间。
(3) 最佳等高:最佳等高方式同样是非常适合高速加工的一种加工方法,POWERMILL系统会自动利用区域分析算法对陡峭和平坦区域分别处理,计算适合等高及适合使用类似3D偏置的区域,并且同时可以使用螺旋方式,在很少抬刀的情况下生成优化的刀具路径(图9),获得更好的表面质量。
(4) 传统的等高方式,仍然不失为一种非常好的加工方式,在高速加工中运用,一定要采取,圆弧切入切出连接方式,以及尖角圆弧过渡。禁止使用直接下刀的连接方式来生成高速加工的程序(图10)。
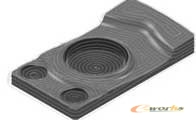
图9
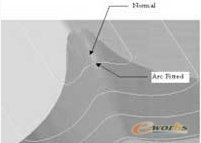
图10
Powermill的清根功能是笔者接触的CAM软件中方式最多(图11)、安全性最好、考虑最周到的CAM 软件之一

图11
