一、前言
高速加工切削系统主要由高速切削的高速加工中心、高性能的刀具夹持系统、高速切削刀具、安全可靠的高速切削CAM软件系统,因此说高速加工是一项庞大的工程。
高速加工设备的大量应用,对编程系统的要求越来越高,价格昂贵的高速加工设备对软件提出的更高的要求--安全性、有效性。高速加工走刀速度是常规加工的10倍或更高,任何编程过程的失误如过切、干扰、碰撞等都会造成非常严重的事故,而且由于高速运动,无法靠人工急停来预防,高速加工设备是非常贵重的设备,任何意外事故都会给企业造成不可估量的损失,需要CAM系统必须具备全自动的(而不能是半自动或人工的)防过切,防碰撞功能,确保NC指令的绝对安全性,是对高速加工设备提出的一个基本要求。另外要保证刀具路径的光滑平稳,来确保零件加工质量和机床主轴等部件的寿命,以及刀具在切削过程中载荷均匀性。
二、高速加工的加工方式
POWERMILL是基于知识、基于工艺特征的、有多种独有加工方式、全程防过切、适用于高速加工的一款智能化CAM系统。本文从高速加工所要求的各项条件及POWERMILL适合高速加工的功能、安全防护措施来展开讨论。高速加工一般可分为:以去除余量为目的的粗加工、残留粗加工及以获取高质量的加工表面及细微结构为目的的半精加工,精加工、镜面加工等
1. 粗加工
高速加工的粗加工所应采取的工艺方案是:高切削速度、高进给率和小切削量的组合,POWERMILL的粗加工(区域清除)尽可能地保持刀具负荷的稳定,减少任何切削方向的突然变化,从而减少切削速度的降低,并且尽量采取顺铣的加工方式。

图1
POWERMILL粗加工中的赛车线加工方式,是本人综观多种加工软件中所独有的一种极为适合高速加工原理的加工方式,其基本原理(如图1):把刀具路径看成赛车在跑道内高速行驶,赛车可以偏离跑道的中心,从而产生类似于赛车在跑道内的运动路径,赛车可以在不失速率的情况下来转弯。增加了刀路运动的光滑性、平衡性,避免刀路突然转向,频繁的切入切出所造成的冲击。图2是用POWERMILL的赛车线粗加工方式产生的单层刀具路径。
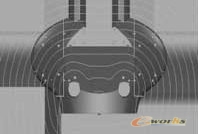
图2
残留粗加工也是只有部分CAM所拥有的一个高级加工功能,POWERMILL能自动识别上一刀的残留量,对零件进一步进行残留粗加工及对上次粗切的优化功能。上刀粗切中,由于零件存在非平面区域,那么就会留有台阶,使残留余量不尽均匀,系统可以判别然后在层间切削,尽可能使余量保持均匀,进而生成优化的粗加工刀具路径,让你得到的是没有空走刀的刀具路径,深色路径为残留粗加工刀具路径。

图3
POWERMILL粗加工中另外一个特有加工功能,自动摆线加工选项,摆线加工(图4)是利用刀具沿一滚动的圆的运动来逐次、逐层对零件表面进行高速、高效、小切量的切削,以前对高速加工的要求是,必须保证使用比传统加工方法小的行距和下切步距。最新切削刀具技术和CAM技术的发展,使得下切步距大小不再受到限制,采用摆线加工方式可可在高速加工中采取大下切步距,摆线加工还能减少全刀宽切削,并且其产生的刀具路径始终是光滑、平稳的,POWERMILL的智能余量识别功能,能在大加工量、全刀宽、拐角等区域自动判定,自动采用摆线加工方式。从而使摆线加工方式在大余量的粗加工中得以应用。图5是用粗加工中摆线加工选项生成的刀具路径。
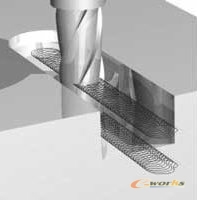
图4
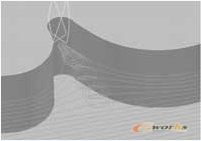
图5
Powermill粗加工中的区域过滤选项也是仅部分CAM软件所拥有的高级加工功能,亦即对于不具备中心切削能力的刀具,基于知识、基于工艺特征的POWERMILL系统会自动过滤掉刀具盲区干涉的区域的粗加工路径,而避免事故的发生。另外Powermill粗加工的连接方式:螺旋下刀、之字形下刀、沿轮廓斜向下刀都非常适合高速加工的加工要求,编程时可以选用,尽可能避免直接下刀。另外粗加工中,必须使用偏置加工策略,而不是使用传统的平行加工策略。在可能的情况下,都应从工件的中心开始向外加工,以尽量减少全刀宽切削。
