一、前言
随着科学技术的不断进步和工业生产的迅速发展,冲压工艺和冲模技术也在不断地革新和发展。冲压加工技术的最新发展主要表现在以下几个方面:
1、工艺分析计算现代化。冲压技术与工程数学,计算机技术相结合,对复杂曲面零件进行有限元分析,可预测某一个工艺方案进行零件成型的可能性与成型过程中将会发生的问题。供设计人员进行修改和选择。这种设计方法将传统的经验设计升华为优化设计,缩短了模具设计和制造的周期,节省了昂贵的模具试模费用等。
2、模具计算机辅助设计、制造与分析(CAD/CAM/CAE)的研究和应用,将极大地提高模具设计。制造的效率,提高模具的质量,使模具设计与制造技术实现CAD/CAM/CAE一体化。
3、冲压生产自动化。为了满足大量生产的需要,冲压生产已向自动化,无人化方向发展。现已利用高速冲床和多工位精密级进模实现了单机自动,冲压的速度可达每分钟几百至上千次。大型零件的生产已实现了多机联合生产线,从板料的送给、冲压加工到最后检验全由计算机控制,极大地减轻工人的劳动强度,提高生产效率。
4、推广和发展冲压新工艺和新技术。在制造方面采用了高速铣削,数控电火花加工、慢走丝线切割和精密磨削,以实现模具制造的现代化。
Cimatron作为全球工模具CAD/CAM一体化软件,在新版本E8当中,推出了全新的Die design(级进模设计)正是赶在时代的发展,技术更新的前线为工模具行业的发展提供更完美的解决方案。
二、Cimatron E8级进模设计适用于:冲裁模,冲压模,级进模等常见的三大类型五金模具设计。Cimatron E8通过对冲压产品钣金反求工艺,条料排样,模具设计三大步骤实现整个模具的设计。现在我们就以实例的操作进行对Cimatron E8级进模设计相关流程的解说。
1、产品的工位设计。工位设计是把冲压产品利用钣金反求成型工艺,对冲压产品零件的成型过程进行工位设计。过程中包括对零件的展开,折弯,展平等等的工艺。
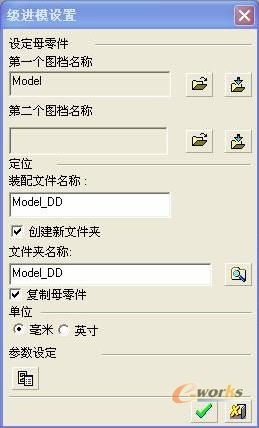
(1)、打开Cimatron E8,点击进入级进模设计工作环境。选择冲压产品零件,定义装配文件名称,文件夹名称以及设计单位。点击确定。
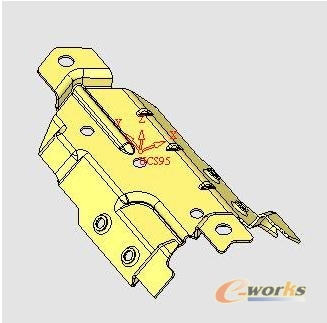
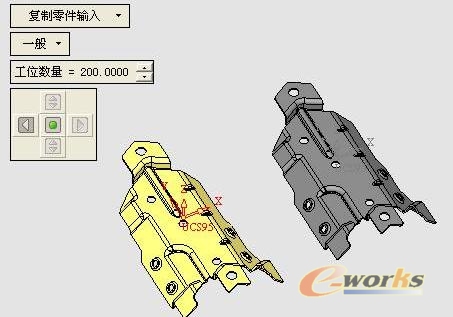
(2)、创建工位坐标,并定义该坐标为当前工位坐标。请注意坐标Z轴方向是产品零件厚度方向。并复制一个工位模型。
(3)、提取零件的底面作为零件面进行钣金工艺设计。注意:曲面是零厚度的物体,通过利用曲面进行钣金工艺的设计,才能考虑材料在弯曲,折弯和展开的时候,发生的变薄,起皱变厚的变形。
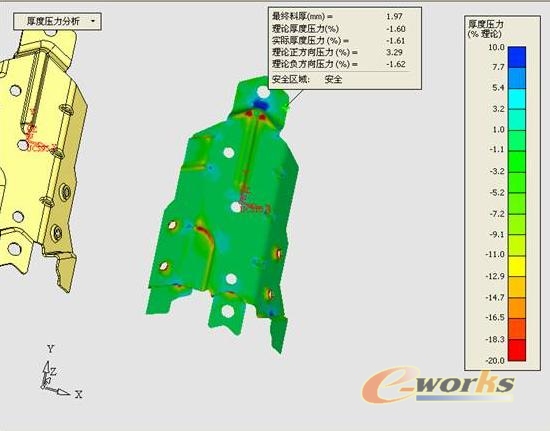
(4)、对零件冲压成型时的有限元分析,观察其厚向压应力和安全区域分析的具体情况。如下图所示。这样就可以直观看到冲压零件在成型中容易起皱和拉破的位置。以方便我们在设计中能采取一些工艺上的措施解决。

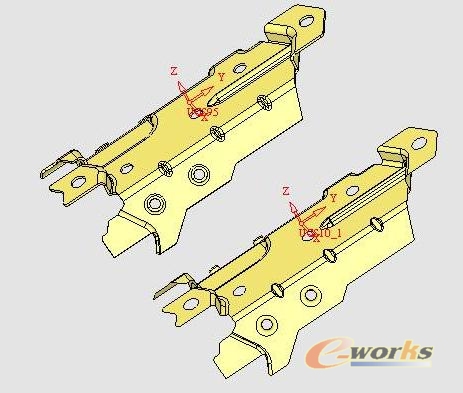
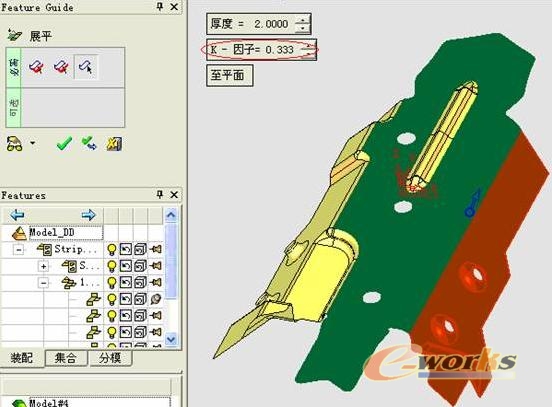
(5)、进行对冲压零件的分析后,接着把这个零件的冲压成型过程进行钣金反求,以合理安排冲压零件的工位设计。添加一个工位模型,然后进行展开和折弯等工序。在进行折弯和展开时,根据所使用的材料而定义其最小弯曲半径以及中性层系数等。这样就能够保证在冲压时发生的变形计算。
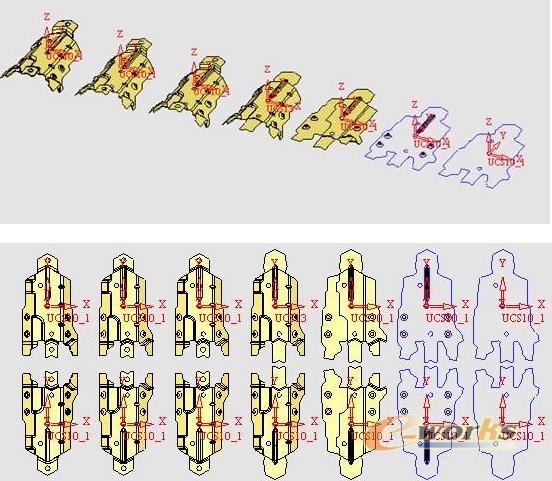
(6)、通过一系列展平,折弯等的工序,得出整个零件的冲压成型的工位,以及展开的最大轮廓尺寸。为了提高工作效率,设计成为两行工位。
工位设计完毕以后,接着转到条料的设计。
