2 消失模铸造模具CAM
CAM提供了1种交互式编程产生精确加工轨迹的方法,通过模块可以建立1种称之为刀具位置源文件的刀具轨迹文件。还可以通过观察刀具运动来图形化地编辑刀轨,并进行图形化地修改;刀具位置源文件也可相应地发生改变。最终的刀具位置源文件经过后置处理即可被加工中心接受,用于加工。
1个刀具位置源文件的生成主要有以下几个步骤:①选定合适的加工坐标系;②选定合适的刀具;③选定合适的加工模块及相应的加工参数,这是整个工作的难点和关键。
以图1作为CAM的范例,来阐述CAM在消失模铸造模具加工制造过程中的应用。图3是加工制造流程。
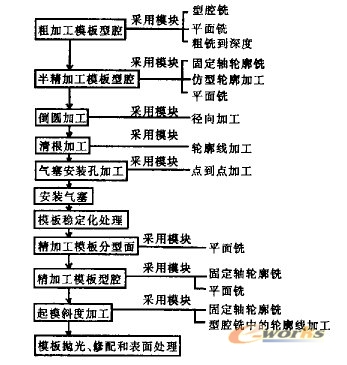
图3 消失模铸造模具加工制造流程图
Fig.3 Mouldmanufacturingflowingchartforfullmoldcasting
2.1 粗加工模板型腔
采用容差型型腔铣加工方法。它可以规定多个切削深度范围,每1个范围又划分为等深度的多个切削层。对每1个切削层,它能在复杂的型腔表面上自动产生可视化的跟踪和切削轨迹,在1个平面切削方式下完成每1层的二维加工。它可同步加工多个内腔或按定义顺序加工。它还能自动处理型腔内部多个岛状凸台。刀具可以沿1个进刀矢量斜向、直插或螺旋下刀到各新的深度层。图4为选取的2个有代表性刀具轨迹横断面顶视图。
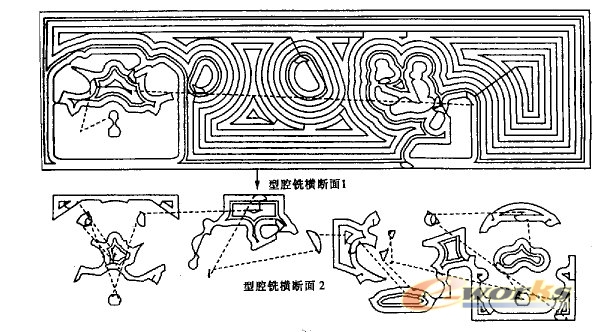
实线--刀具轨迹实际工作路线 虚线--进刀、抬刀或中间换刀路线
图4 刀具轨迹横断面顶视图
Fig.4 Swordtooltracksection
2.2 半精加工模板型腔
选用固定轴轮廓铣加工方式。它是利用驱动点生成刀具轨迹,驱动点由驱动几何体生成。一旦生成了驱动点,即可通过这些点到零件几何体生成投影矢量。刀具沿着这个投影矢量移动直到接触零件体。这个最终的刀具位置称为输出的刀位,所有驱动点处的刀位坐标组成CLSF,即刀具定位源文件。具体操作步骤是:①加工坐标系选定在模板的对称中心处的分型面上。②刀具选定为6mm直径的高速钢球刀。③加工模块选定为固定轴轮廓铣,走刀方式选定为Z字形式。刀具步距选定为0.05mm。刀具进给速率设定为430mm/min。刀具走刀方向选择了顺沿气道流体方向,加工出的模具表面光洁。
2.3 倒圆加工
选用径向加工的方式。径向加工模块是1项功能强大的倒圆加工技术,它使加工工件的倒圆部分能最大程度地反映设计原型,而且操作简便。具体使用该模块时,要将与倒圆钣金相邻接的其余钣金面也选做为加工零件面,然后再用定义的边界参数确认刀具的有效加工范围。这样做可以有效地防止过切现象的发生。
2.4 安装气塞
气塞是蒸气进入模具型腔的通道。其规格依据产品类型而定,对小型单缸柴油机气缸盖模具而言,选4mm和5mm直径大小的规格,每道气隙宽约0.18~0.22mm,气隙的加工选用线切割。气塞的材质为LD10,气塞安装孔的加工选用从点到点加工方法。气塞安装前,要进行预处理:将熔融的松香灌入气塞气隙缝内,冷却、固化。这样做可以防止在加工过程中出现的气隙挤压变形和铝屑堵塞气隙的现象。待模板加工完成后,把模板浸入丙酮液池中,全部清除掉里面的松香。
2.5 模板稳定化处理
加工引起模板发生不同程度地形变是很难避免的。因此,在对模板进行精加工之前必须进行形变矫正和尺寸的稳定化处理。具体操作是:做一块反变形垫板,其反变形量是模板实际变形量的1.9倍,将形变模板按对应关系放置于反变形垫板上,用压板紧紧地将模板与垫板压合在一起,进行热处理。采用稳定化回火处理工艺,加热温度280℃,保温3h,随炉冷却至室温。
2.6 精加工模板分型面和模板型腔
选用平面铣加工方式加工分型面。用选定的边界作为轮廓产生二维的刀具轨迹。参照半精加工模板型腔的方式进行精加工。刀具选定为4mm直径的硬质合金键槽刀,走刀步距设定为0.01mm,切削进给速率750mm/min。
2.7 起模斜度的加工
选用型腔铣模块中的轮廓加工方式。在编辑生成刀具位置源文件时,定义的刀具是带有锥度的,其锥度大小与起模斜度相同。在加工中心上实际运行程序加工模板时,将刀具换成同样大小直径的键槽刀。
3 消失模铸造模具CAD/CAM综合应用
消失模铸造模具的平均壁厚为9mm。如果按照常规的CAD进行建模时,模具的正面型腔和背面形状都要完整无缺地建构出来。这样要花费很长的建模时间。如果综合应用CAD/CAM,就会省去很多不必要的建模工作量。比如说,已经利用CAD建起了上模板的正面型腔,上模板的背面型腔就不必再作建模工作了。这时就可以借用CAM加工模板留余量的方式,以上模板的正面型腔为加工零件面,零件面留下余量9mm,从上模板的背面运用CAM中的型腔铣加工模块,就能设计出模板背面形状的加工轨迹。这样做,既缩短了模具开发周期,又节约了计算机的存贮空间。
