ΆΦ9ΈΣΥΡΙΛΈΜά≠œςΦ–ΨΏ÷–ΨΪά≠ιΨ≥ίΒΡΦ–ΨΏ Ψ“βΆΦΘ§Ϋω–ηΝΌ ±…ηΦΤ÷Τ‘λ“ΜΗωΉ®”ΟΗ®÷ζΕ®ΈΜΩιΘ®Φΰ1Θ©ΓΔ“ΜΗωΉ®”ΟΗ®÷ζΦ–ΫτΩιΘ®Φΰ2Θ©ΓΘ 
ΆΦ9 ά≠œςΦ–ΨΏ Ψ“βΆΦ
’βΥΡ÷÷≤βΦ–ΨΏΒΡœΒΝ–±ξΉΦΜ·Θ§“ΜΕ®≥ΧΕ»…œΜΚΫβΝΥ…ηΦΤΒΡ―ΙΝΠΘ§“≤ ΙΒΟΦ”ΙΛΙΛΉςΝΩΦθ…ΌΑΥ≥…“‘…œΘ§ ’–ßœύΒ±Οςœ‘ΓΘ
2.3 ΙΛΉΑΒΉΉυ±ξΉΦΜ·
…ηΦΤ÷–ΖΔœ÷Θ§–μΕύΆ§άύΙΛΉΑΘ§ΤδΒΉΉυΒΡœύΫϋ≥ΧΕ»ΚήΗΏΘ§Άξ»ΪΩ…“‘ΫΪΤδ≥ι»Γ≥ωά¥Θ§…ηΦΤ≥…Ά®”ΟΒΉΉυΘ§–Έ≥…±ξΉΦΓΘ
ΡΩ«ΑΘ§Έ“Ο«“―Ψ≠Ά®”ΟΒΡΒΉΉυ”–ΘΚ“ΕΦβ≥ΛΕ»≤βΨΏΒΉΉυΓΔ‘ΒΑεΗΏΕ»≤βΨΏΒΉΉυΓΔΫχ≈≈Τχ±Ώœ≥œςΦ–ΨΏΒΉΉυΓΔΆδ≈Λ≤βΨΏΒΉΉυΓΔ“Ε–ΆΚώΕ»≤βΨΏΒΉΉυΓΔ±ξΩΧΦ–ΨΏΒΉΉυΓΔ“Ε–ΆΘ®ιΨΆΖΘ©»ΐΉχ±ξ≤βΨΏΒΉΉυΒ» °”ύ÷÷Θ§Ε‘”Ύ–¬ΒΡ“ΕΤ§Θ§Ϋω–η…ηΦΤΉ®”ΟΒΡΕ®ΈΜΦ–≥÷≤ΩΖ÷Φ¥Ω…Θ§”…÷Τ‘λ’ΏΫΪ–¬÷ΤΝψΦΰΉΑ≈δΒΫΆ®”ΟΒΉΉυ…œΘ§¥σ¥σΦθ…ΌΝΥ…ηΦΤΙΛΉςΝΩΚΆ÷Τ‘λΒΡΝψΦΰ ΐΝΩΓΘœ¬ΟφΦρΒΞΫι…ήΤδ÷–ΦΗ÷÷ΒΡΫαΙΙΓΘ
ΆΦ10 «’κΕ‘¥σ‘≤ΜΓΑκΨΕ…ηΦΤΒΡ“ΕΦβ≥ΛΕ»≤βΨΏΒΉΉυΘ§–η…ηΦΤΉ®”ΟΒΡΕ®ΈΜΦ–≥÷≤ΩΖ÷ΓΘ
ΆΦ10 ¥σ‘≤ΜΓΑκΨΕ“ΕΦβ≥ΛΕ»≤βΨΏΆ®”ΟΒΉΉυ
ΆΦ11 «’κΕ‘–Γ‘≤ΜΓΑκΨΕ…ηΦΤΒΡ“ΕΦβ≥ΛΕ»≤βΨΏΆ®”ΟΒΉΉυΘ§–η…ηΦΤΉ®”ΟΒΡΕ®ΈΜΦ–≥÷≤ΩΖ÷ΓΘ
ΆΦ11 –Γ‘≤ΜΓΑκΨΕ“ΕΦβ≥ΛΕ»≤βΨΏΆ®”ΟΒΉΉυ
ΆΦ12 Ζ¬–ΆΖ®‘ΒΑεΗΏΕ»≤βΨΏΆ®”ΟΒΉΉυ
ΆΦ12 «’κΕ‘“ΕΤ§‘ΒΑεΈΣ‘≤ΜΓ…ηΦΤΒΡΓΔ≤…”ΟΖ¬–ΆΖ®≤βΝΩ‘ΒΑεΗΏΕ»ΒΡ≤βΨΏΆ®”ΟΒΉΉυΘ§–η…ηΦΤΉ®”ΟΒΡΕ®ΈΜΩιΓΔΦ–≥÷±έΚΆΖ¬–ΆΜυΉΦΩιΓΘ
ΆΦ13 Ϋχ≈≈Τχ±Ώœ≥œςΦ–ΨΏΆ®”ΟΒΉΉυ
ΆΦ13 «Ϋχ≈≈Τχ±Ώœ≥œςΦ–ΨΏΆ®”ΟΒΉΉυΘ§–η…ηΦΤΉ®”ΟΒΡΕ®ΈΜΩιΓΔΦ–≥÷±έΓΘ
2.4 œΒΝ–Μ·
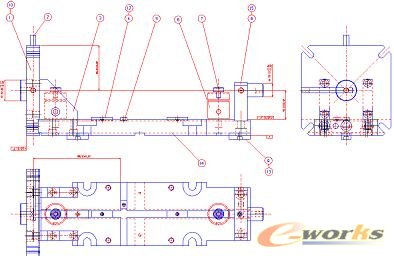
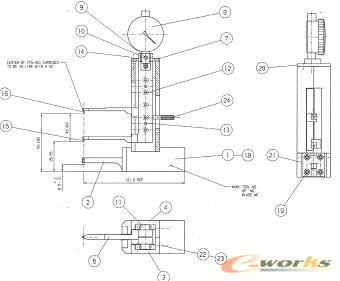
œΒΝ–Μ· «ΥθΕΧ…ηΦΤ÷Τ‘λ÷ήΤΎ––÷°”––ßΒΡΖΫΖ®ΓΘ≥ΐΝΥΕ‘“Μ–©Βδ–Ά≥Θ”ΟΝψ≤ΩΦΰ»γV–ΆΩιΒ»Ϋχ––¥σΝΩΒΡœΒΝ–Μ·ΚΆ…œ ωΧαΒΫΒΡΫΫ÷ΐΩιœΒΝ–Μ·ΙΛΉςΆβΘ§“ΕΗυΉν¥σ¬÷άΣΙΐΙφΟΪ≈ς“≤Ω…±ΜœΒΝ–Μ·ΓΘ
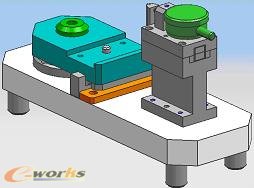
“ΕΗυΉν¥σ¬÷άΣΙΐΙφΘ®ΦϊΆΦ14…œ≤ύΘ© «Φλ≤β÷– Ι”ΟΤΒ¬ ΫœΗΏΒΡ≤βΨΏΘ§ΨΪΕ»ΗΏΘ§ΡΞΥπΩλΘ§ΡΞΥπΚσ–η“ΣΦΑ ±≤ΙΕ®Θ§÷ήΤΎΉνΩλ“≤ΒΟΝΫ÷ήΘ§Ε‘…ζ≤ζ”ΑœλΚή¥σΓΘ
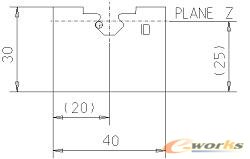
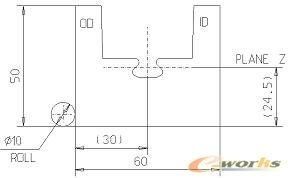
ΗυΨί“ΕΤ§ιΨΆΖ≥Ώ¥γ¥σ–ΓΘ§ΫΪ“ΕΗυΉν¥σ¬÷άΣΙΐΙφΒΡΆβΖΫ≥Ώ¥γΜ°Ζ÷ΈΣ»ΐΗωΙφΗώΘΚ60cmX50cmΘΜ50cmX40cmΘΜ40cmX30cmΘ§…ηΦΤΟΪ≈ςΆΦ÷ΫΘ®ΦϊΆΦ14œ¬≤ύΘ©Θ§Χα«Α±ΗΝœΘ§≈ςΝœ±Μ¥ψ”≤ΓΘ
…ηΦΤ ±¥”’β»ΐΗωΙφΗώ÷–―Γ“Μ÷÷ΉςΈΣΆβ–Ά¬÷άΣΘ§‘Ό…ηΦΤΤδΥϋ≤ΩΖ÷Θ§÷Τ‘λ ±¥”œύ”ΠΒΡΟΪ≈ς…œ«–…œ“ΜΩιΕυΘ§÷Μ–η«–≥ωœύ”ΠΒΡΡΎ¬÷άΣΦ¥Ω…ΓΘ
ΆΦ14 “ΕΗυΉν¥σ¬÷άΣΙΐΙφ
’βΗωΩ¥ΥΤΦρΒΞΒΡΙΛΉς»¥ ΐ±ΕΥθΕΧ÷Τ‘λ÷ήΤΎΘ§ ΙΒΟ÷Τ‘λ“ΜΗωΙΐΙφΫω–ηΦΗΗω–Γ ±ΓΘ
2.5ΙΛΉΑ≤ΩΦΰΆ®”ΟΜ·
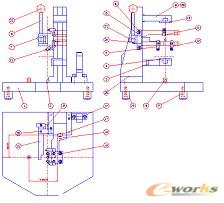
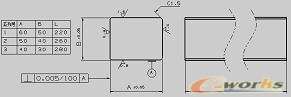
Ε‘ΙΛΉΑ÷–Ρ≥–©ΤΒΖ±÷ΊΗ¥ Ι”ΟΒΡ≤ΩΦΰΫαΙΙΫχ––±ξΉΦΜ·Ω…–––‘Ζ÷ΈωΘ§≥ι»Γ≥ωΫœΆ®”ΟΒΡΒδ–ΆΫαΙΙ…ηΦΤ≥…Ά®”ΟΦΰΘ§–Έ≥…±ξΉΦΓΘ’βάύ±ξΉΦΜ·ΙΛΉς÷–Θ§Ϋœ≥…ΙΠΒΡ «Ε‘Ης÷÷±μΩιΒΡΆ®”ΟΜ·ΓΘ»γΖ¬–Ά‘ΒΑεΗΏΕ»≤βΨΏ±μΩιΘ®ΦϊΆΦ15 Θ©ΓΔΫχ≈≈Τχ±ΏΚώΕ»±μΩιΓΔΫχ≈≈Τχ±ΏΈΜ÷Ο±μΩιΓΔΗς÷÷ΤΫΟφ≤βΝΩ±μΩιΒ»Θ§‘Ύ“ΐ”ΟΤδΒΡΆΦ÷ΫΦΦ θ“Σ«σ÷–÷±Ϋ”ΉΔ…œΓΑ”κ±ξΉΦ±μΩιXX-XXXXXΆ§ ± Ι”ΟΓ±Θ§ Ι”Ο’Ώ÷±Ϋ”¥”ΩβΖΩΝλ»ΓΓΘ
ΆΦ15 Ζ¬–Ά‘ΒΑεΗΏΕ»≤βΨΏ±μΩι
…œ ω±ξΉΦΜ·ΙΛΉς÷°ΚσΘ§ ’–ßΟςœ‘Θ§‘Ύ–¬ΒΡ≤ζΤΖœνΡΩ÷–Θ§…ηΦΤΝΩΦθ…ΌΝΥ25%Θ§÷Τ‘λΙΛΉςΝΩΡήΦθ…Ό35%ΓΘ
“ΕΤ§ΙΛΉΑ±ξΉΦΜ· Β ©”–ΝΫΗω«ΑΧαΘΚΕ‘…ηΦΤ‘±ά¥ΥΒΘ§‘Υ”ΟΥϊΒΡΨ≠―ι¥”“ΜάύΙΛΉΑ÷–ΉήΫαΡΎ‘ΎΙφ¬…Θ§Χα»Γ≥ωΨΏ”–Ι≤–‘ΒΡ±ξΉΦ≤ΩΦΰΘ§≤Δ‘Ύ»’ΚσΒΡΙΛΉς÷–ΜΐΦΪ―Γ”ΟΘΜΕ‘ΙΪΥΨά¥ΥΒΘ§“Σ”–ΉψΙΜΒΡΉ ΫπΓΔΤ«ΝΠΧα«Α≤…ΙΚΓΘ
»ΐ. Άξ…ΤΤσ“ΒΡΎ≤Ω±ξΉΦ
…ηΦΤΙΐ≥Χ÷–Θ§ΜαΤΒΖ±”ΟΒΫΗς÷÷―ΙΫτΜζΙΙΓΔΒΦΙλΓΔΤϊΗΉΓΔ”ΆΗΉΓΔ¥ΪΗ–ΤςΓΔ ÷±ζΓΔΙΛ“’«ρΓΔΗς÷÷”ΆΤϊ¬ΖΗΫΦΰΘ§“‘ΦΑΤδΥϋ“Μ–©Νψ≤ΩΦΰΜρΜζΙΙ»»ȧ÷÷άύ≈”‘”Θ§ΥϋΟ«ΕΦΩ…“‘Ά®ΙΐΗς÷÷«ΰΒά÷±Ϋ”≤…ΙΚΒΫΓΘ…ηΦΤ’ΏΩ…“‘Ή‘––…ηΦΤ’β–©Νψ≤ΩΦΰΘ§ΒΪ’β‘ωΦ”ΝΥΙΛΉΑ…ηΦΤΓΔ÷Τ‘λΒΡΙΛΉςΝΩΘ§―”≥ΛΝΥ÷ήΤΎΘΜ“≤Ω…“‘¥”Ης÷÷…ηΦΤ ÷≤αΜρΙζ±ξΦΑΗς÷÷––“Β±ξΉΦ÷–―Γ»ΓΘ§…ηΦΤ÷ήΤΎΫœΕΧΘ§Ά®Ιΐ’β÷÷ΖΫΖ®―Γ≥ωΒΡΝψΦΰΘ§–μΕύ‘Ύ –≥ΓΘ®÷±Ϋ”Θ©≤…ΙΚ≤ΜΒΫΘ§–η“ΣΙΛΉΑ÷Τ‘λ’ΏΉ‘––÷Τ‘λΘ§Έό–Έ÷–‘ωΦ”ΝΥ÷Τ‘λΝψΦΰΒΡ ΐΝΩΓΘ
Έ“Ο«άϊ”ΟΙζΦ ΜΞΝΣΆχΦΑ≤ΈΦ”’ΙάάΜαΒ»Ης÷÷ΜζΜαΘ§―Α’“œύΙΊ±ξΉΦΦΰΙ©”Π…ΧΘ§”κΤδΫΜΝςΦΦ θΘ§Υς“Σ≤ζΤΖ―υ±Ψ“‘±Η―Γ”ΟΘ§ΥϊΟ«÷–ΒΡΨω¥σΕύ ΐΖΰΈώ≤Μ¥μΘ§≤ΜΒΪΡήΑο÷ζΫβΨω―Γ”Ο Ι”Ο÷–ΒΡΦΦ θΈ ΧβΘ§ΚήΕύΜΙΡήΥφ ±ΥΆΜθ…œΟ≈ΓΘΦθ…ΌΝΥ…ηΦΤ’ΏΜφΆΦ ±ΦδΦΑΙΛΉΑ÷Τ‘λ’Ώ÷±Ϋ”Φ”ΙΛΝψΦΰ ΐΝΩΘ§¥σ¥σΥθΕΧ…ηΦΤ÷Τ‘λ÷ήΤΎΓΘ
≤ζΤΖ―υ±Ψ–≈œΔΝΩ¥σΘ§Ζ≠‘ΡΖ― ¬Ζ―ΝΠΘ§»’≥Θ…ηΦΤ÷– Ι”ΟΤΒ¬ ΗΏΒΡ“≤÷Μ «ΦΪ…Ό“Μ≤ΩΖ÷Θ§Ρ«Ο¥Α―≥Θ”Ο≤ΩΖ÷Χα≥ωά¥Μψ±ύ≥…Τσ“ΒΡΎ≤Ω±ξΉΦΘ§’β–©±ξΉΦΦΰΩ…Χα«Α≤…ΙΚΜρΕ©ΙΚΙΛΉΑΒΡΆ§ ±Ε©ΙΚΓΘ≤ΔΑ―«ΑΟφ±ξΉΦΜ·¬έΧβ÷–ΧΗΒΫΒΡΉ‘––Ϋ®ΝΔΒΡΗς÷÷±ξΉΦ“Μ≤ΔΜψΉήΒΫΤσ“ΒΡΎ≤Ω±ξΉΦ÷–»ΞΓΘ’β―υΘ§ΦλΥςΓΔ“ΐ”ΟΓΔΕ©ΙΚΖ«≥Θ Γ ±ΖΫ±ψΓΘ
BTLΙΪΥΨ26-03±ξΉΦΘ§RRΙΪΥΨTDS±ξΉΦΘ§ΕΦ «Α¥’’…œ ω‘≠‘ρΫ®ΝΔΒΡΚή≤Μ¥μΒΡΤσ“ΒΡΎ≤Ω±ξΉΦΘ§ Ι”ΟœύΒ±ΖΫ±ψΓΘ
ΥΡ. Ϋ®ΝΔ»ΐΈ§ΒγΉ”±ξΉΦΆΦΩβ
ΡΩ«ΑΘ§’κΕ‘Ης÷÷≥Θ”ΟCAD»μΦΰΘ§ –≥Γ…œΕΦΡήΙΜ¬ρΒΫΙζ±ξΦΑ“Μ–©––“Β±ξΉΦΒΡ»ΐΈ§ΒγΉ”±ξΉΦΦΰΆΦΩβΘ§ΦέΗώΑΚΙσ≤ΜΥΒΘ§Α≤ΉΑΒΫΦΤΥψΜζ…œ÷°ΚσΘ§œΒΆ≥≈”¥σΘ§Ω…Ι©“ΕΤ§ΙΛΉΑ…ηΦΤ‘±¥”÷–―Γ”ΟΒΡ±ξΉΦΦ໥≤Δ≤ΜΕύΘ§άΥΖ―Ή ‘¥Θ§Κή≤Μ Β”ΟΓΘ
…ηΦΤ’ΏΩ…άϊ”ΟœνΡΩΦδΒΡΩ’œ–ΫΉΕΈΘ§«ΉΉ‘Ϋ®ΝΔΙΪΥΨΗς÷÷≥Θ”Ο±ξΉΦΦΰΓΔΆβΙΚΦΰΒΡΆΦΩβΘ§“‘±ψ…ηΦΤ ±ΩλΥΌΒς»κΘΜΕ‘”Ύ Ι”ΟΤΒ¬ ΫœΗΏΒΡΫαΙΙΜρΝψ≤ΩΦΰΘ§“≤–η“Σ δ»κΒγΉ”ΩβΘ§ Ι”Ο ±Βς»κΘ§…‘Φ”±ύΦ≠–όΗΡΦ¥Ω…Άξ≥…–¬ΒΡΙΛΉΑ…ηΦΤΓΘ
ΥφΉ≈œΒΆ≥÷–Ης÷÷≤ΜΆ§ΫαΙΙΒΡΒγΉ”ΡΘ–ΆΒΡ‘ωΦ”Θ§»ΐΈ§ΒγΉ”±ξΉΦΦΰΆΦΩβΒΡΆξ…ΤΘ§…ηΦΤ–ß¬ ΫΪ÷π≤ΫΧαΗΏΓΘ±Θ Ί≤βΥψΘ§‘Ύ’β÷÷ΜΖΨ≥œ¬…ηΦΤ–ß¬ ΫœΉν≥θΫΪΧαΗΏ20%ΘΓ
Έε. Ϋα¬έ
“ΕΤ§ΙΛΉΑ±ξΉΦΜ·Ω…“‘ΙφΖΕ…ηΦΤΘ§ΧαΗΏ…ηΦΤ–ß¬ Θ§ΥθΕΧ÷Τ‘λ÷ήΤΎΘ§Φ”ΥΌ–¬≤ζΤΖ―–ΖΔΘ§ΫΒΒΆ≥…±ΨΓΘ
