在DataColletion问题解决之后,一般要考虑实施ProcessControl。
一般可获得的效益是:工程人员、生产一线管理人员或品质人员只需要在生产模型中将生产工艺规则固定下来,系统就可以辅助操作人员严格按照设定的规则进行操作,保证把事情第一次就做对。
俗话说"80%的品质问题都是管理问题",管理人员不能总是责怪生产线的操作人员素质低,没记性,而要多想想,是否有更简便的办法帮助他们少犯错误,不犯错误。ProcessControl就是在帮助企业在培训时间减少,人员流动较多、产线扩线较快的情况下,也可以较容易保证产品生产流程的一致性。
3.eSMT:
进行SMT上料防错、缺料预警、物料追踪、物料盘点、钢板管控、锡膏管控、Feeder管控、MSD元件管控,期望达成下图所示的高效的SMT运作流程。
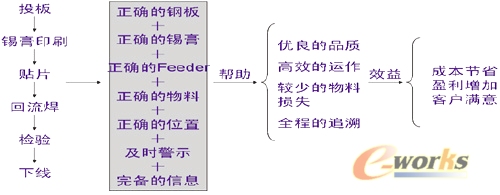
图:高效的SMT运作流程
对于拥有SMT设备的企业,在实施DataColletion和ProcessControl后,eSMT功能将是重点考虑的功能。一般可获得的效益:
1)减少因钢板、锡膏、Feeder、物料等使用不当对产品质量的影响
2)批量返修状况的减少,可增加产线的产出量和产品质量的提升,并降低维修的成本
3)提升换料的效率,缩短因换料带来的停机时间
4)可不停线盘点物料的数量和状态,快速评估ECN对物料的影响
5)实时监控物料的耗损,在工单的实际耗料超标前进行及时管控
4.ManagementReport:
实时产生报表数据库,快速提供生产进度、产量、品质、维修、在制品等状况的监控,为管理层决策提供依据
以生产进度监控为核心,需要提供7大报表的情况,如下图所示:
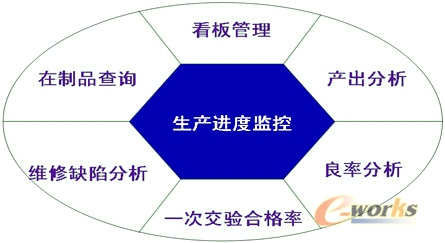
图:7大管理报表
生产进度监控:监控工单的达成情况,并评估对客户订单是否存在影响。在客户插单进来时,可以帮助评估达交期。
看板管理:实时监控各时段产线的产量,实时监控各产线的直通率的情况,实时监控各产线缺陷分布情况
产出分析:针对机种、产品、工单、工段、产线、工序、设备七大维度,按照不同的时间类型,如时段、班别、天、周、月,分析投入产出的推移情况和不同对象的对比情况,以便追查出问题点和改善方向。如果发现同一产品在2条线生产,而其中一条产线的产出较多地超出另外一条产线,那么分析高效率产线达成的原因就成为重点,找出优秀的地方,然后进行推广。
良率分析:针对机种、产品、工单、工段、产线、工序、设备七大维度,按照不同的时间类型,如时段、班别、天、周、月,分析不良率、直通率和PPM的推移情况和不同对象的对比情况,以便追查出问题点和改善方向。如果发现差异,,那么差异点就成为了分析的重点,找出优秀的地方,然后进行推广。
一次交验合格率:产线的有效产出是否高,主要看的就是一次交验合格率。有效产出指的是可以销售给客户的良品,这些产品才是制造企业可以用于获利的。一次交验合格率低就意味着产线返工的情况要增加,更多的精力用在已有产品的补漏上,而不是新的产品的产出上,这样就会高的成本投入,而只有较低的产出。所以一次校验合格率往往成为品质管控的重点。
维修缺陷分析:依据柏拉图原理快速找出需重点改善的缺陷,并依据缺陷与不良原因,缺陷与解决方案,缺陷与不良位置,缺陷与责任部门的交叉分析,找出有效的改善措施
在制品查询:实时监控产线的在制品情况,帮助找出产线的瓶颈岗位。同时因为有了电子化的在制品数据,在交接班时,可以快速完成数据的交接,缩短交接班的用时,提高生产准备的效率。
5.Alert:
实时对关键指标进行监控,异常出现时通过Mail、短信、看板等方式进行警示,变被动管理为主动管理
常见的监控的关键指标有:
1)Cpk指标:单一机种在每日生产过程中同一生产线之各单项量测值之Cpk值是否低于标准
2)不良零件指标:单一机种在每日生产过程中同一生产线所产生的零件不良数是否超过标准
3)缺陷指标:单一机种在每日生产过程中同一生产线﹐同一站所产生的同一不良现象次数是否超过标准
4)直通率指标:单一机种在每日生产过程中直通率是否低于标准
6.SPC:
针对测试数据,进行制程稳定性的分析,以便在制程能力降低时及时进行处理,保证产品在出现批量不良前,得到有效控制。
对于网络设备产品来说,往往有些测试项的量测值较容易出现漂移,如何在出现异常趋势时,就能及时地进行控制,将是减少批量性不良的有效措施。对于其他对产品电子功能指标要求严格的产品,同样会遇到上述的问题。
在企业里,往往这些有用的数据都存放在各个测试设备上,成为孤立的数据存在着,没能发挥出对产品品质改善的帮助作用,实在是可惜。
雅新电子应飞利浦客户的要求,在2004年完成MES的成功上线,除eSMT功能,已完全实施了MES的各大功能,由于生产管理能力的提升、品质改善以及成本的降低,在MES上线3个月后,飞利浦释放出3倍的订单交给雅新。MES为雅新带来订单效益和生产管理能力提升的双重效益。
MES作为当今有效降低成本,提升企业竞争力的便捷工具,已越来越得到众多企业的认可,但目前的应用状况,确实又不容乐观,因而企业需认清自身的需求,比对MES的六大组成,找出差异,做好规划,将MES应用迈入正常的轨道。