工件尺寸及几何特征
1.调入模型
(1)运行UG NX 6.0软件。
(2)选择【文件】|【打开】命令,或单击按钮,系统弹出【打开】对话框,选择随书光盘中的文件example\cha11\cavity.prt,单击按钮,结果如图11-1所示。
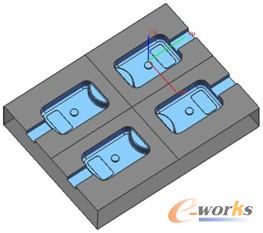
图11-1 待加工的工件
2.设置毛坯
本产品没有设置毛坯几何体,可以手动创建毛坯。
(1)选择【开始】|【所用应用程序】|【注塑模向导】命令,将所需的工具栏调出来,如图11-2所示。

图11-2 注塑模向导
(2)单击【注塑模向导】工具栏中的【注塑模工具】按钮 ,系统弹出【注塑模工具】工具栏,如图11-3所示。

图11-3 注塑模工具
(3)单击【注塑模工具】中的【边界合工具】按钮 ,系统弹出【创建方块】对话框,接着在绘图区中选择零件的4个侧面作为选择对象,然后在对话框的【默认间隙】文本框中输入0,在绘图区中单击Z轴正方向的箭头,在弹出的【面间隙】文本框中输入2,如图11-4所示。
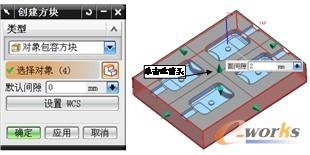
图11-4 创建毛坯
(4)单击【创建方块】对话框中的按钮,完成毛坯的创建,最后按〈Ctrl+J〉组合键命令将毛坯透明显示,结果如图11-5所示。
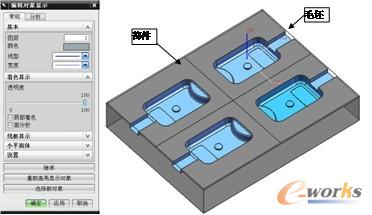
图11-5 创建毛坯结果
3.测量工件尺寸
(1)选择菜单栏【分析】|【测量距离】命令,然后在图形窗口选择如图11-6所示的两点,测得工件长为210.0000mm。接着重选测量端点,测得工件宽为160.0000mm,高为35.0000mm,如图11-7所示,单击按钮退出对话框。
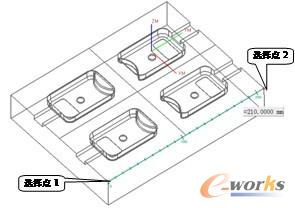
图11-6 测量工件长度
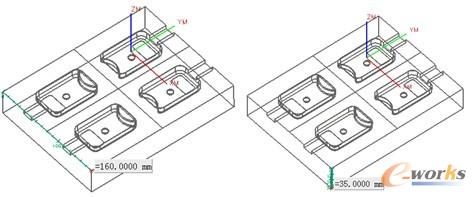
图11-7 测量工件宽度和高度
(2)选择菜单栏【信息】|【点】命令,在图形窗口中选取型腔表面最底处的一点,如图11-8所示,在系统弹出的【信息】窗口中获得该点相对于WCS的坐标Z值为-10.552500000mm,由此可得知合适的装刀长度。如有需要,可以继续分析其他部位的几何属性。最后关闭【信息】窗口以及【点】对话框。
4.利用【NC助理】分析工件几何
在本例中使用【NC助理】来分析工件中的圆角大小。
(1)进入加工环境后,选择菜单栏【分析】|【NC助理】命令,系统弹出【NC助理】对话框,如图11-9所示。
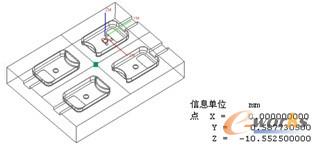
图11-8 测量型腔深度

图11-9 【NC助理】对话框
(2)从【分析类型】选项列表中选择【圆角半径】,然后在图形窗口框选所有图素,单击按钮。系统弹出【信息】窗口,并在图形窗口中以不同颜色高亮显示不同半径的圆角曲面(着色显示),如图11-10所示。由此可知,精加工此工件所需刀具的R值最好小于2mm。
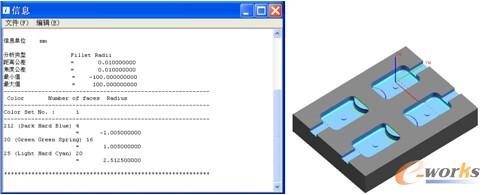
图11-10 分析圆角半径
















 需求中心
需求中心 AI助手
AI助手
 联系我们
联系我们