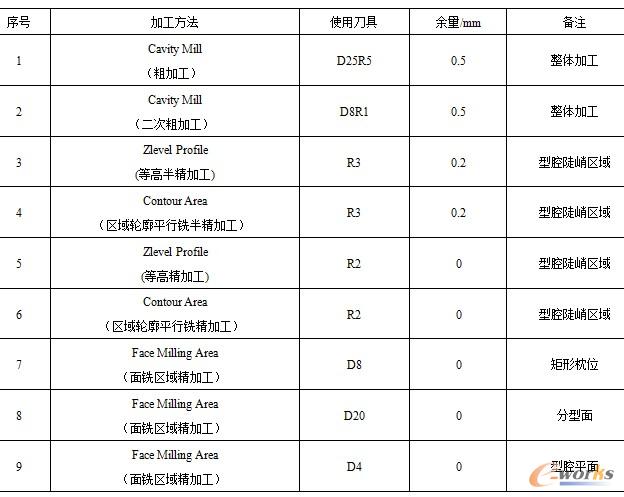
表11-2 加工方法及使用刀具
作者:李锦标
出版社:机械工业出版社
出版时间: 2011年6月1日
定价:¥59.80 京东价:¥48.20
关于我们 | 联系我们 | 隐私条款
ICP经营许可证:鄂B2-20080078 (于2003年首获许可证:鄂B2-20030029) 鄂公网安备:420100003343号 © 2002-2025 武汉制信科技有限公司 版权所有 投诉举报电话:027-87592219
















 需求中心
需求中心 AI助手
AI助手
 联系我们
联系我们