




第五章 UG NX 7.5平面铣教程与实例精讲
第四节 公用选项知识
1)拐角处的刀轨形状:【凸角】选项用于设置刀具在切削至外凸拐角时的运动方式,有“绕以下对象滚动”、“延伸并修剪”及“延伸”3种方式,只用于平面铣操作中。
绕以下对象滚动:刀具在拐角处以拐角的顶点为圆心,刀具半径为半径绕拐角产生一段圆弧轨迹,使刀具始终与工件拐角保持接触切削,如图5-29所示。
延伸并修剪:刀具在拐角处以倒圆角形式进行过渡,如图5-30所示。
延伸:沿拐角切线方向延伸出尖锐的刀具路径,有利于加工尖锐的凸角,如图5-31所示。

图5-29 绕以下对象滚动

图5-30 延伸并修剪

图5-31 延伸
2)圆弧上进给调整:由于现在数控机床刀具在拐角处会减速,为保证刀具外侧切削速度不变,可以进行圆周进给补偿。在【在所有圆弧上】选项中,“补偿因子”选项变为可用状态,可分别在“最大补偿因子”及“最小补偿因子”文本框中输入补偿值,采用圆周进给率补偿后,刀具在切削拐角时速度会更均匀,减少过切削或偏离的机会,如图5-32所示。
3)拐角处进给减速:通过设置刀具,使刀具在切削拐角时降低进给率,如图5-33所示。
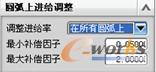
图5-32 【圆弧上进给调整】对话框

图5-33 【拐角处进给减速】对话框
减速距离:包括了“无”、“当前刀具”及“上一个刀具”3种方法。“当前刀具”表示减速运动的参数参考刀具的直径,也可以在“刀具直径百分比”文本框中输入百分比值。“上一个刀具”表示刀具减速运动的长度参考刀具直径,也可以在“前一个刀具”文本框中输入刀具直径值。
减速百分比:定义刀具在切削拐角时最慢的进给,它以正常切削速率的百分比来表示。
步数:控制刀具进给率变化快慢的程度。开始切削拐角时,步数设大些,在拐角结束时,步数减半。
(4)【连接】选项卡包括了“切削顺序”、“优化”及“开放刀路”3个操作选项。
1)【切削顺序】是指系统提供多种用于自动或者手动指定切削区域的加工顺序,包括了“标准”、“优化”、“跟随起点”及“跟随预钻点”。具体解析如表5-8所示。
表5-8 【切削顺序】解析

2)在【优化】下勾选【区域连接】复选框是指在切削时可以把一些分开的区域连接起来加工,减少提刀的次数,如图5-34所示。
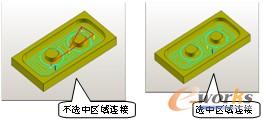
图5-34 区域连接
在【优化】下勾选【跟随检查几何体】复选框只在跟随工件切削方法中可用。如果勾选该复选框,则刀具路径沿检查几何进行切削;如果不勾选,则加工时刀具在检查几何处会抬刀至安全平面再进行切削,如图5-35所示。
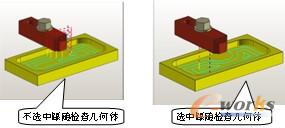
图5-35 跟随检查几何体
3)在【打开刀路】选项中,如果选择【变换切削方向】,刀具和工件的相对方向会一直在变化,也就是顺铣和逆铣交错出现,这样可以提高切削效率。如果选择【保持切削方向】,刀具和工件会保持同方向切削,刀具的抬刀次数增多,如图5-36所示。

图5-36 打开刀路图示
在选择【变换切削方向】时,系统会出现【短距离移动上的进给】复选框,如果不勾选该复选框,提刀次数较少;若勾选该复选框,提刀次数较多,如图5-37所示。
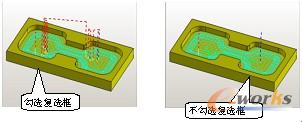
图5-37 短距离移动上的进给图示
(5)在【空间范围】选项卡中的【重叠距离】是指在切削工件侧面的进刀和退刀之间发生重复切削的区间长度,以提高切削入部位的表面质量,如图5-38所示。
(6)【更多】选项卡中的【部件安全距离】是刀具夹头与工件非切削区域的安全距离,如图5-39所示。
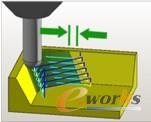
图5-38 重叠距离
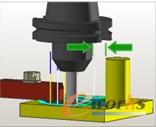
图5-39 部件安全距离
【边界逼近】可减少系统处理的时间和缩短刀具路径。可用部分步进距离作为刀具路径中第二道与第三道路径近似公差,使刀具的线性运动延长,最靠近边界的刀路为第一条刀具路径,其路径严格按照切削区域的形状偏置,如图5-40所示。
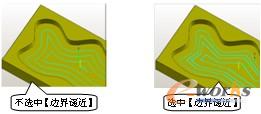
图5-40 边界逼近
UG NX 7.5产品设计一体化解决方案(模具设计+数控编程篇)
- 作者:
- 李锦标
- 类别:
- 产品创新数字化
- 出版社:
- 机械工业出版社
- 出版时间:
- 2011年6月1日
- 定价:
- ¥55.00
- 京东价:¥41.30

实际售价以e-works战略合作伙伴当日售价为准