




第二章 CimatronE 2.5轴加工策略介绍和实践
第四节 粗加工参数
输入加工参数是数控编程的一项重要内容, 理解加工参数的含义是编程者必须要掌握的, 2. 5 轴粗加工包括: 型腔-毛坯环切、型腔-环切和型腔-平行铣削三个工艺选项。三个工艺选项的加工参数基本相同, 下面以型腔-毛坯环切为例介绍加工参数的含义。
2. 4. 1 型腔- 毛坯环切加工参数表
程序的加工参数包括刀路参数和机床参数, 图2-12 所示的是刀路参数, 图2-13 所示的是机床参数, 参数表以表格形式列出程序的各项参数, 表中各项参数可以折叠或展开, 表格的参数值可以进行复制、剪切和粘贴操作。有关参数表的操作如下:
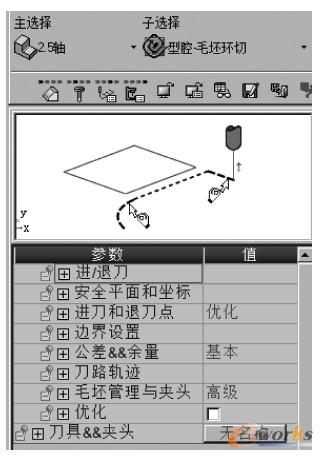
图2-12 刀路参数
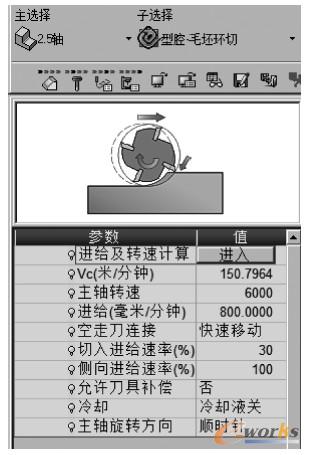
图2-13 机床参数
1. 展开参数
通常参数表由几个项目构成, 每个项目下面有很多参数, 如图2-12 所示, 单击“ + ”号可以展开各个项目下的参数, 参数在展开状态下才可以编辑。
2. 显示和隐藏参数
如图2-14 所示的灯泡, 单击参数前面的灯泡 图标, 可以隐藏和显示参数, 单击项目前面的灯泡
图标, 可以隐藏和显示参数, 单击项目前面的灯泡 , 可以对其下面已经设定隐藏的参数进行隐藏或者显示, 通过这个编程者可以对参数表的显示内容进行定制。
, 可以对其下面已经设定隐藏的参数进行隐藏或者显示, 通过这个编程者可以对参数表的显示内容进行定制。
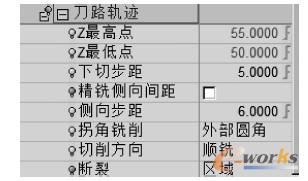
图2-14 刀路参数中的“隐藏和显示” 灯泡图标
3. 显示参数表里的级别
图2-15 所示是3 轴粗加工参数级别显示, 单击参数项后面的三角号, 则可以选择参数的显示级别, 级别不同, 下面的参数也不同。

图2-15 3 轴粗加工参数表级别显示
4. 拾取坐标点
参数表里的Z 最高点和Z 最低点参数右侧的数值可以通过键盘输入, 也可以通过拾取面上的点进行输入, 还可以通过输入变量MAXPZ 和MINPZ 得到零件的最高点和最低点坐标。
5. 参数关系的改变
参数表中有很多参数是系统默认的, 有的参数具有固定的值, 例如曲面精度, 有的参数之间具有参数化关系, 例如垂直步距是和刀具直径相关的, 如果不改变系统的默认设置, 参数后面显示的符号 是蓝色, 如果改变系统设置, 颜色会变成绿色。
是蓝色, 如果改变系统设置, 颜色会变成绿色。
2. 4. 2 型腔- 毛坯环切刀路参数
1. 刀路参数- 进/ 退刀
(1) 轮廓进/ 退刀 用来定义刀具在开始切削时是如何进入工件的和最终切削时是如何离开工件的。后面有两个选项, 一个是【法向】, 另一个是【切向】。【法向】是允许刀具以垂直轮廓方向接近或者退出工件, 如图2-16a 所示, 【切向】是允许刀具和加工轮廓相切进入或者退出, 如图2-17a 所示。
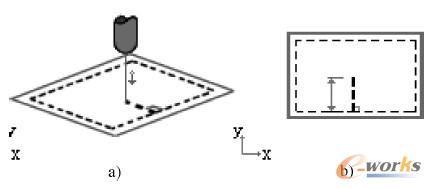
图2-16 刀具法向进刀
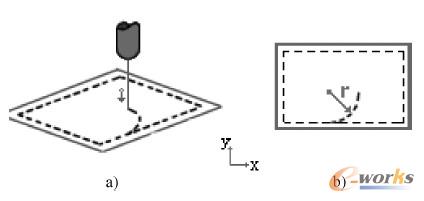
图2-17 刀具切向进刀
(2) 进刀 此参数在选择上面的【法向】选项时才会出现, 定义刀具接近或退出加工轮廓时的法向距离, 如图2-16b 所示。
(3) 退刀 当【进刀= 退刀】选项不勾选时, 此参数才会出现, 定义刀具离开加工轮廓的法向距离。
(4) 进刀= 退刀 是指进刀距离等于退刀距离, 只有选择【法向】进/ 退刀方式时此参数才会出现。
(5) 圆弧半径 此参数在选择【切向】进/ 退刀选项时才会出现, 是指刀具进入和退出加工轮廓时所走的圆弧半径, 如图2-17b 所示。
(6) 补偿延伸线 此参数在选择【切向】进/ 退刀选项时才会出现, 若选中此选项, 则有一小段直线加到圆弧上, 若开启半径补偿, 则在此直线段开始生效。
2. 刀路参数- 安全平面和坐标系
为了避免刀具在快速移动时与工件或夹具发生撞刀现象, 需要在工件上方设定一定高度的安全平面。
(1) 使用安全高度 选中该复选框, 系统将在加工过程中使用安全平面高度, 也就是说刀具开始加工时将快速定位在该面, 结束时刀具也将停留在此面, 如图2-18 所示; 如果不勾选, 刀具加工完毕将停留在增量高度位置, 如图2-19 所示。
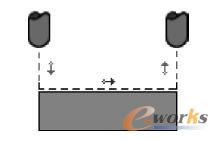
图2-18 使用安全高度

图2-19 不使用安全高度
(2) 安全平面 当选择【使用安全高度】参数时才会出现这个参数, 用来设定安全平
CimatronE数控编程
- 作者:
- Cimatron
- 类别:
- 产品创新数字化
- 出版社:
- 机械工业出版社
- 出版时间:
- 2013年6月
- 定价:
- ¥49.00
- 京东价:¥36.80

实际售价以e-works战略合作伙伴当日售价为准