




第一十一章 模具型腔综合加工实例精讲
第二节 加工工艺分析
4.利用【NC助理】分析工件几何
在本例中使用【NC助理】来分析工件中的圆角大小。
1 进入加工环境后,选择菜单栏【分析】-【NC助理】命令,系统弹出【NC助理】对话框,如图11-9所示。
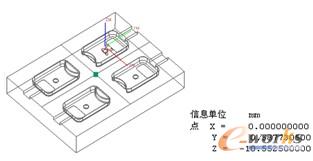
图11-8 测量型腔深度

图11-9 【NC助理】对话框
2 从【分析类型】选项列表中选择【圆角半径】,然后在图形窗口框选所有图素,单击“应用”按钮。系统弹出【信息】窗口,并在图形窗口中以不同颜色高亮显示不同半径的圆角曲面(着色显示),如图11-10所示。由此可知,精加工此工件所需刀具的R值最好小于2mm。
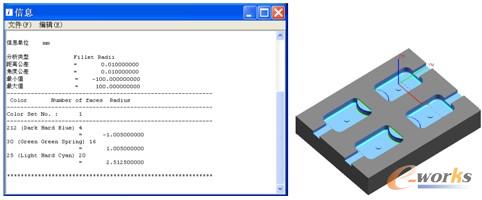
图11-10 分析圆角半径
11.2.2 拟定加工工艺
此工件使用材料45#钢,根据前面的分析,初步确定加工工艺如下。
1.毛坯尺寸210mm?160mm?35mm。毛坯除上表面留有2mm余量之外,其他面均已加工到工件成形尺寸。
2.在立铣加工中心上加工,使用平口钳进行装夹,毛坯高出平口钳不得少于25mm。
3.加工坐标原点设在毛坯上表面中心处。
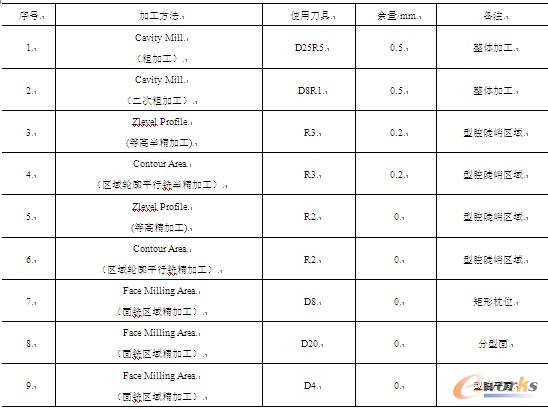
4.加工方法及使用刀具如表11-2所示。
表11-2 加工方法及使用刀具
UG NX模具设计与数控加工专家实例精讲
- 作者:
- 李锦标
- 类别:
- 产品创新数字化
- 出版社:
- 机械工业出版社
- 出版时间:
- 2011年6月1日
- 定价:
- ¥59.80
- 京东价:¥47.80

实际售价以e-works战略合作伙伴当日售价为准