4、后置处理
Mastercam系统分为主处理程序和后置处理程序两大部分。主处理程序针对加工对象,加工系统建立3D模型,计算刀具轨迹,生成NCI文件(刀具路径文件)。NCI文件是一个用ASCII码编写包括NC程序的全部资料的文件。后置处理系统配置了适应单一类型控制系统的通用后处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。其文件的扩展名为PST,定义了切削加工参数、NC程式格式、辅助指令,接口功能等。默认的MPFAN.PST是内定成适应FANUC控制器的通用格式,如FANUC3M、FANUC6M、FANUC0-M等。
通过Post processing (后置处理)操作,系统自动产生NC程式,如下:
5、进给速度的修正
进给速度对叶片加工质量、加工精度、表面质量有着重要作用。精加工时希望能保持恒定的切削速度,由于叶片型面的变化,切削点的速度也处于不断变化,如下图所示(图11)。
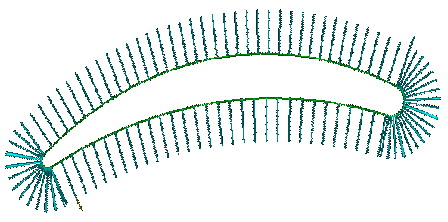
图11
根据叶片的截面可以分析叶片的曲率变化规律:叶盆和叶背方向上的曲率变化平坦,加工中,旋转轴A轴的转动就慢,XYZ轴的行程也短,这时的运动速度就很快;进排气边处的曲率变化剧烈,加工中A轴旋转的很快,XYZ的行程也很大,这样会导致饲服系统驱动功率不足,使系统整体速度下降。数控编程往往只给出加工速度的参考值,理想情况下由数控系统自动完成,使数控编程可以不考虑速度的变化情况,适应实际的加工。但由于叶片曲面的加工程序均为微小直线段,实现速度平滑要提前预读多段,这就要求控制系统有很高的处理速度,高档系统已具有这样的能力。当数控系统具有G93进给率控制指令时(速度倒数,执行该程序段所用的时间),可直接用G93方式实现恒表面进给速度。(可以修改Mastercam后处理文件Mpfan.pst生成含G93指令格式的NC程式),在系统不具备G93指令时可以编制合适的后处理文件对机床速度动态修正,使之在曲率变化小的叶盆叶背处降低切削进给速度,在曲率变化大的进排气边处提高切削速度 ,来补偿机床功率不足。
6、 DNC(直接控制)加工
由于叶片型面程序量大,NC机床的磁泡存储器容量有限,常用PC机与NC机床RS232接口通讯。通过Mastercam中的Communications(通讯)功能,设置传输文件格式、串口,传输速率、奇偶校验、数据位等与CNC控制器的参数一致从而实现在线加工,如下图所示(图11)。
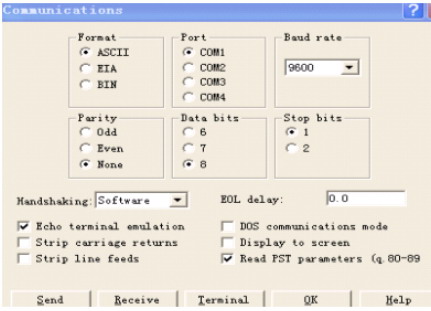
图11
六、结束语
叶片的四轴联动数控加工,较以往的三坐标加工,一次完成叶身型面的加工,极大地减轻了后续抛光工序的工作量,大大提高了加工质量和生产效率,同时提高了设备的利用率。Mastercam以其强大的功能已成功地应用于叶片的四联动加工,较好地解决了该类零件的批量生产中的质量和效率问题,取得了良好的经济效益。
