1 ǰ��
���ִ������������Ŀ��ٷ�չ���Է������ϵ������������Ӧ���˸��ߵ�Ҫ������Ľṹ��Ӧ�ı�ø��ӣ�ͬʱ�ӹ�������Ѷ�Ҳ������ӣ���ͳ�Ļ�е���췽���Ѿ���������Ҫ������CAD/CAM�����IJ�����ߣ����ؼӹ������ڹ�����Ļ�е����ҵ�����Ǻ�������ҵ���ѵõ��˹㷺�����Ӻ�Ӧ�á�������˾Ϊ��������켼��ˮƽ������NX������ΪCAD/CAM��ƽ̨�������Լ��ļ������������������ij�ͻ��ṹ���ӵĻ�ϻ���������������
2 ��������Է���
��������Է�����ָ���������ͼֽ��Ϣ���еķ����������������ĸ�����Ԫ�أ�����״�����ȡ����ϵȣ�Ϊ���ݣ����ո���������Ч�ʡ��ͳɱ���ԭ��ѡ����ʵļӹ��豸����Ч�ļӹ����ߣ��Լ���ȫ���ɿ��Ĺ���װ����ȷ�������Ĺ��ղ������Ż��Ĺ���·�ߣ��Ӷ������ѵļӹ����շ���,���������������ͼֽ���йؼ����ļ���Ҫ�������ؼӹ��У�����������ͼֽ�������Ʒ�ϸ���������Ҫ���ǵ����س���ı��ƣ���Ҫ���ǵ�����ӹ�����·�ߵİ��š��ӹ�������ѡ����������ѡ������ӹ��еĶ�λװ�е�һϵ�����ص�Ӱ�졣
������ijһʵ�ʼӹ���ϻΪ����������ع��պ�NX����ϳ�ӹ����ص㣬 �˻�ϻ�������廷�λ�ϻ��ë��Ϊ����ͼ�����ȫ����е�ӹ����ֶμӹ����͡�����Ϊ���ºϽ�Ӳ���� (40 �C 45 HRC)֮�䣬�ڼӹ��д�������Ӳ�����ں�ϱ���������ױ��Σ���ǻ�ں�Ϊ1.21mm�ṹ�ϸ��ӣ���װ���϶࣬��״�����������������ӹ���������IJ������ͼ��ͼ1��
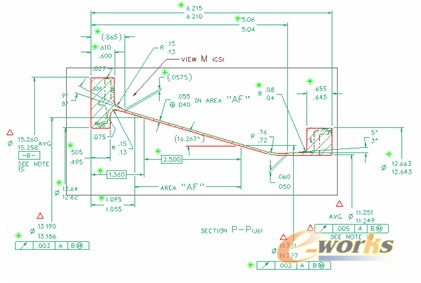
ͼ1
3 ����ӹ�����·�ߵ��ƶ�
ͨ������������ͼ,��Ϥ������ṹ������Ҫ��,��������Ĺ����ص�,ȷ���ӹ�����, ѡ��ӹ��豸,���ּӹ������ƹ��չ�̡������ػ����ϼӹ������������ԱȽϼ���,һ��װ��Ӧ���������ȫ����������ͨ�����ӹ���ȣ����ؼӹ�����ӹ����������Լ����ص㣬 Ҫ���ݾ�������Ľṹ�ص㡢����Ҫ�������ۺϿ��ǡ���������Ĺ���·�߰������¡�
0���� ë��ͼ��
5���� �ֳ�ǰ�˻�
10���� �ֳ����
15���� �۶�λ��
20���� ��ϳ���μ�̨
25���� ��
30���� �뾫���������
35���� �뾫��С������
40���� ��ϳ���μ�̨
45���� ��
50���� �����������
55���� ����������
60���� ���̨��
65���� ӫ����
70���� ��ϴ
75���� ���ռ���
4 ����ӹ��������ļӹ��ѵ�
ͨ�����շ����ͼӹ�����·�ߵ��ƶ�����������ϳ�ӹ��ѵ㼯�������¼������棺
a���˻�ϻ���ø��ºϽ���ϣ������Ѽӹ����ղ��ϣ�����Ӳ��ΪHRC 42 ����Ӳ���ޣ��ڼӹ��д������ص�����Ӳ��������ĥ�����أ����ó���������ʽ�����Ѽӹ����ټ��ϴ˻�ϻë����������ͼ��ṹ���ӹ������dz�֮�������˼ӹ����Ѷȡ���������ص㣬���Dz����˲�ϳ�ӹ���ʽ����Ȼ���ر�̵��ѶȽϴ��Ǽӹ�����ȴ����Ч���ӹ�Ч��Ҳ�ϸߡ�
B���˻�ϻ���ڱ��ڻ�ϻ����ϻ�ں�ߴ��Ϊ1.2+/-0.1������ڼӹ��м��ײ������Σ��������ں�ߴ糬���˼�С������Σ���֤�ں�ߴ�ϸ���������Ե�һ�����⡣���ݼӹ����ºϽ���ϣ�����ĥ��Ͽ���ص㣬��������Ľṹ�ص㣬���������ֳ�12�������öԵ�ӹ���ʽ��������������ϳ�ӹ����������Ծ��ȵ�ȥ�����������������С����ı��Σ������ױ�֤����ں�ߴ�ϸ�
5 ���ߺ���������ѡ���Ż�
��Դ�ϳʱ�����ϴ���һ�ص㣬Ӧ������ѡֱ���ϴֵĶ�ϳ����Ҫ��֤һ��ϳ����������ܴ���Ƶ�����������ò���ʧ��ͬʱ��Ҫ���ǵ���ʹ�õĵ���Ҫ���������������ṩ�ı�����ϵ����ȥ������ǷDZ���ƣ���ô������Ʒѽϸߣ����µ��ߵĹ���ɱ���ߣ�ʹ�ò�Ʒ�������ɱ���ߣ����ߵ�����Ҳ�������á�
��ϳ��������ӹ������һ������Ӧ�������ͼֽ�ߴ磬����Ҫ��֤����Ĺ��ȣ���ˣ���Ҫ����ʹ�ô�R�ij���ϳ�������⣬��ϳ�д������������ʹ�õ���ֱ���Ƚ�С������������������Լ����ϳ�ж�ѡ������Ӳ�ʺϽ�ϳ����
�����ٶȵ�ѡ����Ҫȡ���ڱ��ӹ������IJ���Ӳ�Ⱥ͵��߲��Ϲ��ɡ������ٶȵ�ѡ����Ҫȡ���ڱ��ӹ������IJ��ʼ�ϳ����ֱ����������һЩ�����������ҵĵ����������е�����������ѡ�ñ����ɹ��ο���ÿ�ݽ�����Fz�������ٶ�vc�ǻ������������������ֱ����أ��ɴӵ��߳����ṩ�ĵ����ֲ��в���䷶Χ��������������ѡ��ͬʱ���ܻ���������ϵͳ�����ӹ�������״�Լ�װ�з�ʽ�ȶ�����ص�Ӱ�죬Ӧ����ʵ������ʵ����������ٶȺͽ����ٶȡ��ٸ��Ծ���ѡ���ض�ֵ��
�������ap��ȷ����ap=���߰뾶* c1 * c2
c1Ϊ����Ӳ��ϵ����c2Ϊ���߳�����ϵ����
����ת�ٵ�ȷ����N=1000 * Vc/(2*���߰뾶*��)
�����ٶȵ�ȷ����Vf=N *����* Fz
���ӹ�ʱ���ߴ羫�ȡ�����ֲڶȼ�����ӵ�Ҫ��ܸߣ���Ҫ������ӹ��о������ٱ��Σ���������в�����������ҪС��Ϊ�����Dz������������ת������������ٶȣ���С��������������Щ���⡣
6 Post Builder���ô�����Ӧ��
������ļӹ�������������ʽ�ӹ������Ͻ��еģ�����ϵͳ��������840Dϵͳ�����ɵIJ�������ͨ��ר�ŵĺ��ô���������д�����ʽ������ת��������ת���������ӹ�����ʶ����������ȷ���е�NC����ͬ�����ػ����������ϵͳ��ͬ���������س���Ҫ��Ĵ����ʽ����ָ���ʹ�ò�ͬ�����Ҫ��Բ�ͬ������ϵͳ���ɲ�ͬ�ĺ��ô�������������һ������һ������CAM���������ػ���֮�����˲���ȱ�ٵ��������á�������������840Dϵͳ������ӹ����ĵĺ��ô������������DZ�֤����ϳ����ȷ���е�һ���dz���Ҫ��ǰ�ᡣ
�����ռ���Ҫ�����ݣ��Ա��������ȷ������ʽ����Щ���ݰ��������ĸ����ֽṹ����������ϵ������ԭ�����ã���������г̺�һЩ��������������λ���ȡ�Բ�����巽ʽ����������ȡ�
�������ڸû�����һ������̨��ת������ӹ����ģ���4�ᣨ����̨ƽ����ת������5�ᣨ����̨��ʽ��ת���ľ�����һ��������Ҫ�IJ��������������������������������������ת���ĵĸ߶ȣ�������岻����ʹ�ú���5����ļӹ�����ӹ�λ�ò���ƫ�
����һ����Ҫ�������������ӹ������еĽ����ʵĴ������ڼӹ��������ʱ�������������ӹ�������̣����������ת����ʱִ�еĽ��ٶ��ٶȺܿ죬����˳������趨�������������ٶȣ�������ɵ����۶ϣ������ԭ�����ڳ�����ȱ��һ��ͳһ��������ٶȵ�ָ�Ϊ�������ƶ��˶��ֽ���취��������ÿ������Ŀ�ͷ������ͳһ�����ٶȵ�ָ����ڽ��к��ô���ʱ����һ������5��������ʵ�ָ�
7 NX-CAM������ӹ��е�Ӧ��
��NXƽ̨����CAM���س���ı��ƹ����У����س���ӹ�·����ơ�ѡ���ߵ�·�ߡ�ѡ������ĵ��ߺ����������ȵȣ�ֱ��Ӱ�쵽�����Ƴ����������Ȼ������ɵĵ�λ�ļ����к��ô�����������Ӧ�ļӹ�����
7.1 NX ���س���ӹ�·�����
����ӹ�����·�߷�Ϊ���ɼӹ�����ÿ������������ӹ�������ɣ�NX CAM�еIJ�����Ӧÿ���ӹ��������ӹ������й���˳��İ��ţ��ߵ�·�ߵ���ƣ������س�����Ƶ���Ҫ������������ļӹ������ͼӹ�Ч����������Ҫ�����ã�һ��������������ּӹ�ʱ����Ҫ������ӹ�Ч�ʣ�����Ϊ���ӹ����Ͼ��ȵļӹ����������ھ��ӹ�ʱ����Ҫ������α�֤�ӹ����ȣ�����������Σ����ȵļӹ����������ڲ��ø���ϳ�ӹ���ʽ��Ϊ����������NX������س���ӹ�·��ʱ����Ҫ�ִ�ϳ���ͺ;�ϳ���ͣ��������ӹ�����
7.1.1 ��ϳ���ͼӹ�·�����
1��ϳ12���壺ʹ��OFER 070405N-M16 T25M���е�
2��ϳ�����ۣ�ʹ��XOMX 090308TR-M08 F40M���е�
3����ϳǻ��: ʹ��XOEX 120408R-M07 F40M��ϳ��
4��ϳ̨���ͣ�ʹ��ʹ�æ�16�ͦ�12��ϳ��
5��ϳ�������: ʹ��ʹ�æ�16�ͦ�12��ϳ��
6�������ʹ�æ�8�ͦ�10��
7.1.2 ��ϳ���ͼӹ�·�����
1����ϳ̨���棺ʹ�æ�40�Ķ�ϳ��һ�����͡�
2����ϳ̨������ʹ�æ�10����̨���ηֲ�� ����ÿ������0.3mm��
3����ϳ������棺ʹ�æ�12�Ķ�ϳ�����ֶ���ӹ���ÿ������0.5mm��
4�������ʹ�æ�8���ӹ�����������
7.1.3 ���CAMģ�͵Ľ���
����NX������س���ӹ�·��ʱ����Ҫ�ִ�ϳ���ͺ;�ϳ���ͣ�Ϊ�����CAMģ�͵Ľ���Ҳ������Ƴɴ�ϳCAMģ�ͺ;�ϳCAMģ�͡�CAMģ�Ͱ��������������PART_MODL�����ë��������PART_BLANK,����ͨ��װ��ķ�����ϳ�CAMģ�͡���ϳCAMģ�ͼ�ͼ2����ϳCAMģ�ͼ�ͼ3��

ͼ2

ͼ3
