7.3 数控程序加工仿真
为了保证程序的可加工性,减少实际试制时间,节约费用,我们将生成的加工程序在 VERICUT仿真软件上进行3D动态加工仿真。通过仿真可对程序进行分析,发现在加工中是否过切,特别是刀具轴变化有特殊要求,旋转角度有限制的程序,可通过仿真确保刀轴变化平稳过渡。对于仿真结果不理想的程序,则可返回NX加工模块对加工方式、参数等进行修改,直至仿真结果符合加工要求。此机匣零件在VERICUT软件铣加工仿真形成的最终模型见图10。(此仿真不包含孔加工)
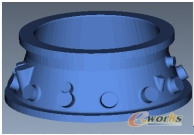
图10
7.4 数控程序验证(首件试切削)
数控程序加工仿真只能证明刀具轨迹运动的正确性,因此还要对工件进行首件试切验证数控程序,在首件试切削过程中,可以检查刀具、刀柄与与夹具、机床之间是否存在干涉,能否发生碰撞;选择刀具是否合理,能否满足加工要求,是否存在过切现象;切削用量是否合理,程序中的主轴转速、进给速度和切削深度等给定数值能否满足加工要求,换刀是否在安全位置进行等。
通过首件试切削,可以根据实际验证的内容如干涉、过切区域,刀具、工件和夹具的刚度和弹性变形情况,以及刀具的磨损情况等因素进行必要的处理和调整。对于加工误差应分析加工误差产生的原因,予以修正,以便最终达到满足零件的精度要求和加工质量的目标。
在主管领导的严密统筹安排下,经过工艺人员和加工人员的共同努力,我们用70个小时完成此机匣零件的加工,加工后的零件见图11。

图11
8 结论
在此机匣数控铣加工程序优化过程中,我们应用了先进的UG NX软件,建立了精确的数学模型,设计了合理的加工路线,编制了五轴联动数控加工程序,将高速铣的加工理念和插铣加工方法应用到机匣的加工过程中,通过铣削加工中走刀路线的改进、刀具的合理选择、切削参数的优化,零件的加工效率和加工质量得到了大幅度的提高。
通过使用NX软件进行数控编程和实际加工,积累了一些实际经验,掌握了使用NX软件编制五轴联动数控加工程序的技巧,通过多次切削试验,获得了一些高温合金的加工参数,实践证明应用NX软件的CAM加工模块,基本上可以满足各类零件的编程要求。随着工作的不断深入,我们希望NX软件能更广泛地应用于生产,发挥更大的作用,创造出更多的经济效益。
注:本文为2006年度UGS征文活动优秀文章。
e-works为本文独家网络发布平台,本文所有内容,其他网站和平面媒体不得在未经授权的情况下以转载、复制或其他方式变相传播,违者负法律责任。
