3.1 有时需要在面与面之间进行缝合,如果面与面之间的边界相差太大,将导致缝合失败。若将缝合误差加大,虽能缝合起来,但其面的质量将大大下降,甚至出现异形。在UG进行MANUFACTURING运算的时候,允许面与面之间存在间隙,但是间隙太大,会导致运算失败,或者刀具路径产生跳跃,当程序很长时,又不容易发现问题。如果采用这样的程序,会产生刀具和零件碰撞的现象,造成较大的损失。
3.2 特别对与具有复杂曲面模具的建模来说,应当灵活应用UG提供的各种关于点、线、面的各种功能。当一种方法遇到困难时,要多试探别的方法。比如对于片体的修剪,可以利用线进行修剪,也可以利用面进行修剪。
3.3 建模是加工的基础,只要把模型建好,加工是不存在问题的,只是你做出来的程序存在合理的问题、效率的问题、程序长短的问题和经验的问题。这些问题都比较细致,可以通过平时的工作得以提高,没有捷径,程序编制没有最好,只有更好。建模和程序编制的用时比例应当是6:4。要成为UG高手,首先要把建模做好。
4 模具UG/CAM数控加工编程
4.1 坐标系的确定
UG的坐标系包括绝对坐标系、工作坐标系(WCS)和加工坐标系(MCS)。它非常符合汽车覆盖件模具的制造需要,汽车覆盖件模具的建模采用绝对坐标系,当我们设计工艺的时候,采用工作坐标系,数控加工编程时采用加工坐标系。我们要求工作坐标系和加工坐标系一致。坐标系一致,有利于模具加工时的定位和找正。由于UG/CAM刀具轴的默认方向为Z轴,所以当我们加工同一套模具的凸模和凹模时,其加工坐标系原点一样,只是Z轴相差180度。当建立加工坐标系的时候,只要将WCS旋转,然后根据WCS建立MCS即可。
4.2 刀具选择
数控铣床所用的刀具主要有:牛鼻刀,立铣刀,球头刀等。对于不同的加工方式采用不同的刀具类型和刀具规格。由于模具粗加工去除的材料是比较多的,加工时间也比较长,所以我们采用可换刀片的牛鼻刀进行加工,刀具直径在Φ20―Φ35之间。球头刀主要用于型面和清根加工。型面加工一般用Φ16―Φ25的刀具,清根加工根据R的大小可用Φ6―Φ10的刀具。
4.3 粗加工
汽车覆盖件模具的材料一般选用铬钼铸铁,毛坯采用实型铸造,加工余量比较大,通常有15-25mm。在整型翻边模中往往装有镶块,其材料通常采用工具钢,如:CrWMn。这些零件很难一次加工成型,必须进行粗加工。
一般采用层铣的方式进行粗加工,UG提供了很多层铣切削方式如:CAVITY_MILL,ZLEVEL_FOLLOW_CAVITY,ZLEVEL_ZIGZAG等。下面以拉延模凹模(图5)的粗加工为例进行说明,如图13所示,我们采用CAVITY_MILL,其参数和方法如图示。
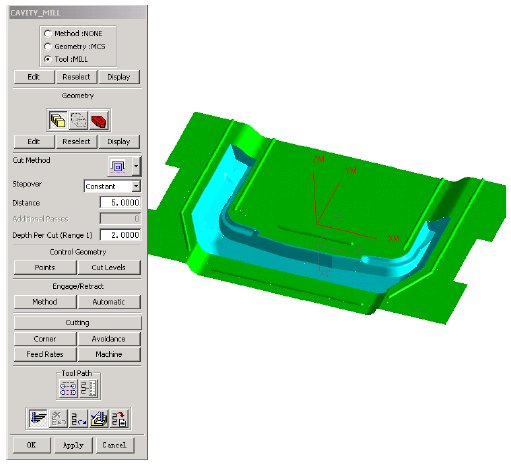
(图13)
特别强调,由于零件毛坯很大,大小有1000mm×600mm左右,为了减小不必要的走刀路径,选择的BLANK(毛坯)要进行特别的处理,一定要深入现场,确定BLANK(毛坯)的实际形状和尺寸,然后建立BLANK(毛坯)的UG模型,使两者相差不大。
4.4 清根加工
清根加工是我们做模具加工时经常用到的一种加工方法,UG的清根加工操作非常方便,计算速度很快。UG提供的加工方式有三种:
FLOWCUT_SINGLE,FLOWCUT_MULTIPLE,FLOWCUT_REF_TOOL,可以根据实际情况选择加工方式。下面以拉延模凹模(图5)的清根加工为例进行说明,如图14所示,我们采用FLOWCUT_REF_TOOL,其参数和方法如图示。
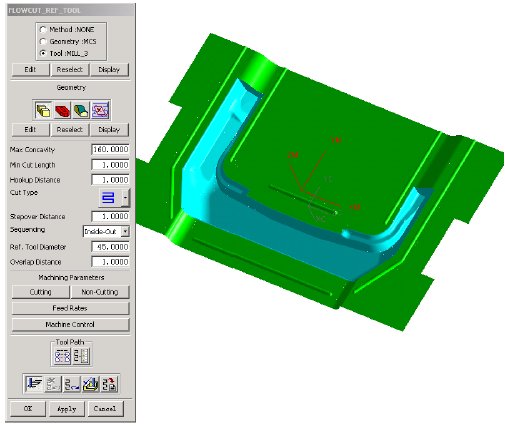
(图14)
