1.后置处理的几何算法
使用商用CAD/CAM软件得到的是APT格式的文件,这种文件使用的是工件坐标系,给出的是刀头的位置与刀具的矢量方向。而一般五轴机床是以转轴中心为控制点,所需的是转轴中心点的位置与刀具旋转的角度A,B以及进刀因数E。故,需要进行几何运算实现坐标系的转换。对于具体的计算过程,在[4]与[5]、[6]中均有较为详细的描述。
对于不同的机床,其所需描述刀具位置的因素也可能不同,甚至坐标系的确定也不一致。故,难以有较为统一的算法来确定坐标上的转换。但是坐标转化的思想是相同的,即通过空间几何的方法,将APT文件中的机床刀头位置与刀具矢量方向转变为具体机床所需的数字量。
2.后置处理的译码
APT文件中并不包含一般机床所用的G代码或是M代码,而是用GOTO、STOP等语句来描述机床的动作,后置处理的译码既是将这些一般性语句改成专门的机床运动语句。下面是一些APT中的常用语句所代表的含义。读者可以根据机床的语法来对应相应的描述。
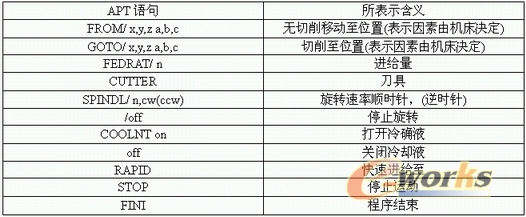
表1 APT常用语语意
3.程序设计框图
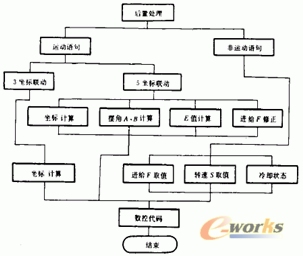
图3 [4]中给出的后置处理过程图
这是[4]中给出的一个后置处理过程图,其进行了由大型商用软件Catia所产生的APT文件到MACS5000五坐标数控龙门铣床数控程序的后置处理文件的编写。从过程上看,后置处理分为运动语句的后置处理与非运动语句的后置处理两部分,运动语句的处理主要是位置因素的计算,而非运动语句则是APT语句到NC代码语句的转化。这个流程图代表了一般后置处理的过程。
四.结论
总体来说,由于机床程序的多样性,很难找到一个通用的方法对APT文件进行后置处理。使用最广乏的仍旧是一对一的编程方式。在程序的编制过程中,对机床坐标转化的把握,以及机床语言的熟悉程度是决定后置处理程序好坏的关键。对机床的了解主要包括,刀具位置描述所需的因素,坐标原点的位置,进给量、转速等的描述方法,运动的描述以及一些特殊的语法。
后置处理得到的结果可能是错误的,其原因可能是因为后置处理的翻译过程存在问题。也可能是APT刀轨本身具有一定的问题,需要通过一定的手段来检验NC代码的准确性。一般可以直接运行来检验其正确性,也可以使用一定的数控仿真软件进行模拟仿真来验证其准确性。
后置处理的研究是机床程序语言不通用性的产物,也必然会随着机床控制通用性的实现而消亡。而机器人操作PC化的趋势也许会使机床的控制的通用性成为现实,那时,后置处理也会越来越少的受人关注。