第三章工艺路线
3.1工位(Step)
在现代化生产中,批量生产多采用流水作业,流水线由若干个独立作业的工位组成。工位是产品生产周期中的一个点,或者说一次作业。工位是一个逻辑概念,一个工位可以对应若干个实际的工作台,比如电脑的主板装配工位,可以由4个工人、在4个工作台上做相同的装配作业,那么我们说这4个工作台对应于同一个工位。在MES系统中,工位的定义可以和实际的作业有一定的出入。还是举主板装配工位为例,在实际生产中可能作进一步的细化,分成定位、焊接、固定3个工位,但在MES系统中只定义一个工艺路线控制点,那么我们可以看作是一个工位。
3.2工艺路线(Route)
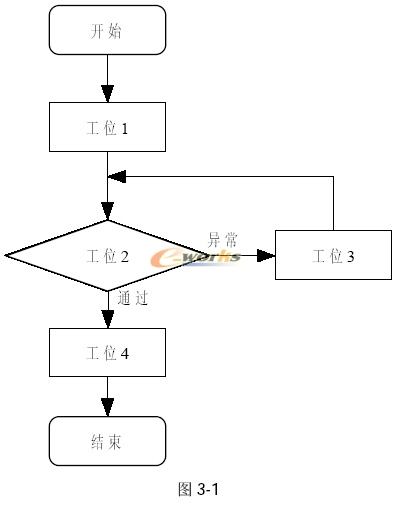
工艺路线是指产品的生产方法。通常我们用流程图来表示工艺路线,流程图由当前工位、结果、下一工位组合而成,如图3-1。
工艺路线表达了产品完整的生产周期。一个产品可以定义若干个工艺路线,如试生产工艺路线、量产工艺路线、返工工艺路线等。但是一个工单只能驱动一条工艺路线,因此工单从ERP刷新到MES后,在生产之前,必须由车间主管或生产线组长指定工单到某一工艺路线。简单地说,工艺路线是产品的一种属性,由工位组成,受工单驱动。
3.3当前工艺状态(RouteStatus)
生产控制的目的,是为了实现“在指定的工位,做指定的产品”。我们在工艺路线里已经定义了当前工位、结果、下一工位的组合关系,因此我们只要再记录某个序列号对应的产品当前的工位和结果,就可以得到下一工位,由此可以进行工艺检查和工艺记录。对当前工位的定义方法有两种。第一种定义刚刚结束的工位是当前工位。这样在工艺状态表里记录了序列号、当前工位名、当前工位结果。第二种定义下一工位是当前工位。这样在工艺状态表里记录了序列号、当前工位名。