一、前言
MasterCAM是由美国CNC Software公司率先开发的CAD/CAM软件系统,其丰富的三维曲面造型设计、数控加工编程的功能尤其适合航空航天、汽车、模具等行业。它的数控加工编程功能轻便快捷,特别适合车间级和小型公司的生产与发展,目前,在国内外得到了非常广泛的应用。MasterCAM系统可提供2~5轴铣削、车削、变锥度线切割4轴加工等编程功能。目前三轴铣削在模具和其他行业的应用最为广泛,随着数控加工技术不断朝高速、超高速、高精密、多轴联动及工艺的复合化加工的方向发展,数控五轴铣削加工应用的范围将不断扩大。五轴铣削加工不再仅限于叶轮、叶片等复杂零件的加工,对于模具行业等涉及空间曲面的凸凹模、大型整体零件的结构特征应用范围逐渐扩大,通过利用立铣刀的侧刃和底刃,五轴铣削加工可以避免球头刀的零速切削、零件的多次定位装夹等缺陷,可在很大程度上提高产品的加工效率和质量。
由于五轴数控机床的配置多样,有工作台双摆动、主轴双摆动、工作台旋转与主轴摆动合成等多种形式,所以五轴铣削加工编程的难点在于后处理程序的二次开发上。MasterCAM提供了五轴后处理程序模板,用户在此基础进行修改即可满足实际的需要。
二、MasterCAM数控编程后处理技术应用
1. MasterCAM数控编程后处理简介
后置处理程序将CAM系统通过机床的CNC系统与机床数控加工紧密结合起来。后置处理最重要的是将CAM软件生成的刀位轨迹转化为适合数控系统加工的NC程序,通过读取刀位文件,根据机床运动结构及控制指令格式,进行坐标运动变换和指令格式转换。通用后置处理程序是在标准的刀位轨迹以及通用的CNC系统的运动配置及控制指令的基础上进行处理的,它包含机床坐标运动变换、非线性运动误差校验、进给速度校验、数控程序格式变换及数控程序输出等方面的内容。只有采用正确的后置处理系统才能将刀位轨迹输出为相应数控系统机床能正确进行加工的数控程序,因此编制正确的后置处理程序是五轴数控铣削编程与加工的前提条件之一。
后处理的主要任务是根据具体机床运动结构形式和控制指令格式,将前置计算的刀位轨迹数据变换为机床各轴的运动数据,并按其控制指令格式进行转换,成为数控机床的加工程序。五轴加工后处理程序的难点是机床坐标运动变换。对刀位轨迹进行后处理转换时,首先根据具体的机床运动结构来确定运动变换关系,由此将前置计算的刀位轨迹数据变换并分解到机床的各个运动轴上,获得各坐标轴的运动分量。运动变换关系取决于具体机床的运动结构配置,机床坐标轴的配置不同,其变换关系也不相同。这里要考虑机床种类及机床配置、程序起始控制、程序块及号码、准备功能、辅助功能、快速运动控制、直线圆弧插补进给运动控制、暂停控制、主轴控制、冷却控制、子程序调用、固定循环加工控制、刀具补偿、程序输出格式转换、机床坐标系统变换及程序输出等。格式转换主要包括数据类型转换与圆整、字符串处理、格式输出等内容。算法处理主要包括坐标运动变换、跨象限处理、进给速度控制等内容。CAD/CAM软件包提供的数控程序后处理模式一般流程如图1所示。
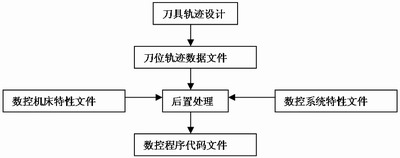
图1 数控编程后置处理流程
MasterCAM后处理程序采用的是纯文本格式文件接口,该文本是以脚本文件和源代码文件混合而构成的,要求数控人员具备软件基础开发的经验和对数控系统的熟练掌握才能编制出正确的后处理程序模板。机床与数控系统接口文件(企业级数控系统接口文件),主要控制相应的数控机床格式及数控程序文件内容输出,使其满足数控机床的正确配置。它是正确配置程序输出的重点,也是难度最大的,它的源代码采用的是宏程序形式,采用条件判断、循环、跳转等逻辑方式,根据实际需要来编写相关代码,因此编写时需要用到软件开发的基本知识。MasterCAM提供的通用五轴铣削加工编程的后处理程序文件为MPGEN5X.PST。用户可以通过修改该后处理程序文件,满足相应数控系统的要求。
2. FIDIA KR214五轴后处理程序设置
FIDIA KR214为带旋转工作台的六轴五联动高速铣削加工中心,其机床类型如图2a所示,其中C轴为主动轴、A轴为从动依附轴、旋转工作台为W轴。现有的CAM软件大多不支持六轴联动的数控程序后处理,且实际加工中,一般的五轴联动足够满足生成的需要。针对该机床加工的特性,根据需要可编制三个线性轴X、Y、Z与A/C五轴联动后处理程序以及包括三个线性轴与A/W的五轴后处理程序。这两种后处理程序方案即可满足工程需求。下面详细说明在MPGEN5X.PST后处理程序的基础上,修改适合KR214(或KR211)数控机床的后处理程序的过程。
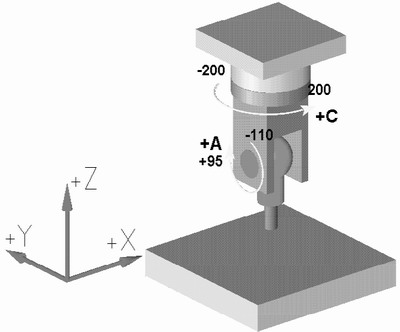
a)
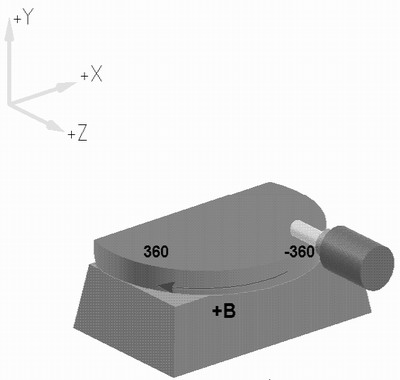
b)
图2 多轴铣削机床运动配置示意图
