3. MAHO1600w立卧转换加工中心后置处理
德马吉公司的MAHO1600w为带旋转工作台的四轴立卧转换加工中心,由于其立卧轴只能单独加工,不像DMU125P或DMU50P等五轴立卧转换加工中心,DMU125P为主轴复合摆动,DMU50P为工作台复合摆动,刀具平面相对于XY平面可以倾斜,所以MAHO1600w后处理程序可分别对立轴和卧轴进行单独处理。数控编程时根据主轴立卧的状态,选择相应的后处理程序即可满足要求。其卧轴为标准的旋转四轴配置,而立轴多数情况下工作台只起分度作用。
下面以采用立轴加工某产品高精度同轴的内外圆弧段过程中,MAHO1600w所出现的旋转工作台中心与主轴中心的同轴度机床精度超差问题为例,给出以X(Y)、B轴联动来避免XY两轴联动而出现的零件超差的作法,其刀具轨迹如下图6所示。由于MasterCAM所自带的MAHO系统的后处理程序均为三轴后处理,针对四轴的情况,用户可以MPFAN.PST提供的四轴后处理程序文件为基础进行改编,开发出MAHO1600w的立卧两种状态下的后处理程序。MAHO1600w机床卧式铣削加工时,其运动配置如图2(b)所示。下面通过修改MPFAN.PST文件中的部分关键内容实现X(Y)、B、Z三轴联动,来满足上述产品的加工需要,用旋转B轴替待Y轴来联动插补加工。
设置机床类型为立轴加工、旋转轴为绕Z轴逆时针方向,将其中的Vmc参数设置为1,Rot_On_X设置为3,实现工作台立式绕Z轴旋转的目的。同时,为了提高输出曲线曲面的精度,将相关参数Atol、Vtol设为等精度。由于在MasterCAM环境下的观测坐标系与Maho1600w的X方向相反,因此,加入Scalex参数进行反向。同时,在输出格式上将旋转轴输出设置为B轴,并将Y和Z交换。在MasterCAM中以旋转轴参与轮廓联动加工时,其界面设置如下图7所示。我们用这种方法加工出了合格的产品,其加工程序的部分代码如图8所示。实践证明,在加工二维轮廓时,适当采用线性轴和旋转轴进行联动插补可以提高产品的精度。在实际加工中,为提高加工的表面光洁度,可适当降低加工的进给率。
vmc: 1 #0 = Horizontal Machine, 1 = Vertical Mill
rot_on_x : 3 #Default Rotary Axis Orientation, See ques. 164.
#0 = Off, 1 = About X, 2 = About Y, 3 = About Z
rot_ccw_pos : 1 #Axis signed dir, 0 = CW positive, 1 = CCW positive
scalex: -1.0 # Scaling of .NCI at input - x,y,z,i,j,k
scaley: 1.0 # Scaling of .NCI at input - x,y,z,i,j,k
scalez: 1.0 # Scaling of .NCI at input - x,y,z,i,j,k
atol : .005#Angularity tolerance for arccheck = 2
ltol : .001 #Length tolerance for arccheck = 1
vtol : .0001 #System tolerance
ltol_m: .002#Length tolerance for arccheck = 1, metric
vtol_m: .001 #System tolerance, metric
格式输出
fmt X 2xabs #X position output
fmt Z 2yabs #Y position output
fmt Y 2zabs #Z position output
fmt X 3xinc #X position output
fmt Z 3yinc #Y position output
fmt Y 3zinc #Z position output
fmt B 11 cabs #C axis position
fmt B 14 cinc #C axis position
fmt B 4indx_out #Index position
fmt I 3i #Arc center description in X
fmt J 3j #Arc center description in Y
fmt K 3k #Arc center description in Z
fmt R 2arcrad#Arc Radius
fmt F 15 feed #Feedrate
fmt P 11 dwell #Dwell
fmt M 5cantext #Canned text
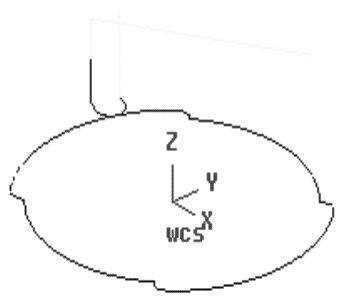
图6 X、B联动轮廓加工刀具轨迹示意图

图7 轮廓加工旋转轴拟合设置界面
