∆‰÷–Õº10 a Œ™»€≥ÿ◊‘”…±Ì√ÊŒ¬∂»£¨Õº10 bŒ™»€≥ÿ±Ì√Ê∆¯ÃÂŒ¬∂»£¨”…Õºø…÷™£∫”…”⁄‘º ¯∆¯Ãµƒ¿‰»¥,»€≥ÿ◊‘”…±Ì√Ê◊Ó∏þŒ¬∂»Œ™1781°Ê£®Õº10 a£©£¨Õ¨ ±»€≥ÿ±Ì√Ê∆¯ÃÂŒ¬∂»“≤¥”25°Ê◊Ó∏þ…œ…˝÷¡159°Ê£¨µ´ΩˆœÞ”⁄»€≥ÿ±Ì√ʵƒ∆¯Ã£¨æý»€≥ÿ±Ì√Ê…‘‘∂≤ø∑÷∆¯ÃÂŒ¬∂»º¥≤ª Д∞œÏ£®Õº10 b£©°£
∏˘æðº§π‚≥…–ŒΩ¯»Î◊ºŒ»Ã¨ ±µƒ∑€∞þ∑÷≤º°¢µ√∑€¬ º∞ªª»»±þΩÁÃıº˛£¨‘⁄ANSYS÷–º∆À„º§π‚≥…–ŒŒ¬∂»≥°º∞»€∏≤≤„…˙≥§»ÁÕº11À˘ æ£∫
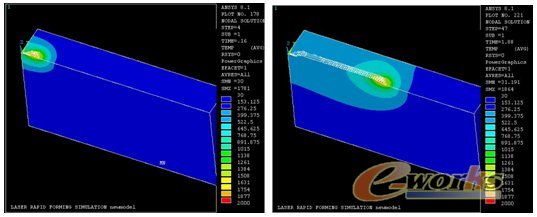
a Ω¯»Î◊ºŒ»Ã¨ b. »€∏≤÷–
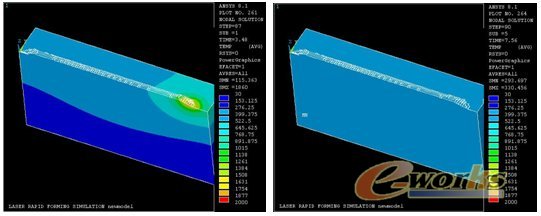
c. »€∏≤Ω· ¯ d ¿‰»¥
Õº11 º§π‚≥…–ŒŒ¬∂»≥°º∞»€∏≤≤„…˙≥§
∆‰÷–Õº11 a Œ™Ω¯»Î◊ºŒ»Ã¨ ±µƒŒ¬∂»≥°º∞»€∏≤≤„£¨Õº11 b~c»€∏≤∫ÕΩ· ¯ ±µƒŒ¬∂»≥°∑÷≤ºº∞»€∏≤≤„–Œ◊¥£¨Õº11 dŒ™¿‰»¥ ±µƒŒ¬∂»≥°∑÷≤º°£∂‘±»Õº11 a∫Õ11 b£¨ø…“‘ø¥µΩΩ¯»Î◊ºŒ»Ã¨∫Û»€≥ÿŒ¬∂»ª˘±æ±£≥÷‘⁄1800°Ê◊Û”“£¨∂¯»€≥ÿ¥Û–°»€∏≤≤„∆Ωæ˘∏þ∂»Œ™0.4mm∫Õ∆Ωæ˘øÌ∂»3.5mmª˘±æ±£≥÷∫„∂®°£
2.2.3 —È÷§∑÷Œˆ
Õ®π˝Ω¸æý¿Î¡¨–¯≈ƒ…„œµÕ≥∂‘316L≤ª–‚∏÷∑€ƒ©º§π‚øÏÀŸ≥…–Œπ˝≥Ã÷–º§π‚°¢∑€ƒ©”λ€≥ÿΩªª•––Œ™µƒ µ ±π€≤Ï£¨≥…–Œ≤Œ ˝º˚±Ì1£¨»€∏≤≤„°¢»€≥ÿ◊‘”…±Ì√ʺ∞∑€ƒ©µƒ≤∂◊Ωº∞∑¥µØ»ÁÕº12À˘ 棨պ÷–ÈŸ∫Ï¡¡≤øŒ™»€≥ÿ◊‘”…±Ì√Ê£¨œ¬≤ø∫⁄…´≤ø∑÷Œ™≥…–Œ ‘—˘£¨◊Û∞Î≤ø∏þ≥ˆ≤ø∑÷Œ™»€∏≤≤„£¨æ≠≤‚¡ø∆‰∏þ∂»Œ™0.43mm£¨øÌ∂»3.6mm£¨º∆À„Ω·π˚»€∏≤≤„∆Ωæ˘∏þ∂»Œ™0.4mm∫Õ∆Ωæ˘øÌ∂»3.5mm”Î µ—ÈŒ«∫œΩœ∫√°£
»€≥ÿ÷–◊‘”…±Ì√Ê…œ≤øŒ™∆¯∑€¡Ωœý¡˜≥°”Ú£¨∑€ƒ©¡˜‘⁄‘º ¯∆¯ÃÂ∫Õ÷ÿ¡¶µƒ◊˜”√œ¬¥””“…œ∑Ω≈ÁœÚ»€≥ÿ±Ì√Ê£¨∞◊…´º˝Õ∑1À˘÷∏Œ™Ω´±ª»€≥ÿ≤∂◊Ω∑€ƒ©ø≈¡££¨º˝Õ∑2À˘÷∏Œ™∑¥µØ∑€ƒ©ø≈¡££¨∂¯º˝Õ∑3À˘÷∏Œ™∂Ø¡øΩœ¥Û∑€ƒ©ø≈¡£±ª»€≥ÿ≤∂◊Ω∫Û”÷∑¥µØ£¨±Ì√ʪπ∏Ω◊≈“∫軀≥ÿΩ Ù°£”…”⁄±æŒƒ◊˜¡ÀπÃÃÂø≈¡£◊≤µΩπÃñÌ√Ê∑¥µØ∂¯◊≤»Î“∫軀≥ÿ±ªŒ¸ ’µƒºŸ…Ë£¨∂‘”⁄«∞¡Ω÷÷«Èøˆ◊˜¡À±»Ωœ∫√µƒ√Ë ˆ£¨»ÁÕº12À˘ æ£∫
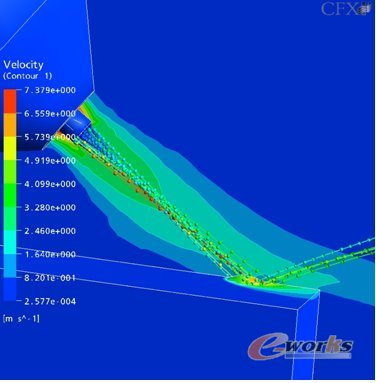
Õº12 ∑€ƒ©”λ€≥ÿΩªª•ƒ£ƒ‚
Õº÷–∞◊…´º˝Õ∑1∫Õ2∑÷±”ÎÕº12Õº÷–∞◊…´º˝Õ∑1∫Õ2œý∂‘”¶£¨À˘÷∏Œ™1Ω´±ª»€≥ÿ≤∂◊˜∑€ƒ©ø≈¡££¨2À˘÷∏Œ™∑¥µØ∑€ƒ©ø≈¡££¨∂‘”⁄∑€ƒ©ø≈¡£±ª»€≥ÿ≤∂◊˜∫Û”÷∑¥µØµƒ«Èøˆ£¨‘⁄ µº º§π‚øÏÀŸ≥…–Œ÷– «”¶∏√æ°¡¶±Ð√‚µƒ£¨÷ª”–µ± π”√¥Ûø≈¡£∑€ƒ©ªÚ¥Û¡˜¡ø‘º ¯∆¯ ±≤≈ª·◊≈÷ÿøº¬«£¨À˘“‘“ª∞„«Èøˆœ¬ π”√πÃÃÂø≈¡£◊≤»Î“∫軀≥ÿ±ªÕÍ»´Œ¸ ’µƒºŸ…Ë «’˝»∑µƒ°£
3 Ω·¬€
º§π‚°¢∑€ƒ©”λ€≥ÿΩªª• «º§π‚øÏÀŸ≥…–Œ≤ªø…ªÿ±Ðµƒª˘±æŒ £¨Õ®π˝∫œ¿ÌºŸ…˺ڪ، £¨≤…”√ANSYSµ•‘™…˙À¿ºº ıƒ£ƒ‚º§π‚º”»»º∞»€∏≤≤„µƒ…˙≥§º∞»€≥ÿº∞◊‘”…ΩÁ√Ê–Œ◊¥£¨≤…”√CFXª˘”⁄¿≠∏Ò¿ »’∑Ω∑®µƒ¡£◊”∏˙◊Ÿ£®particle tracking model£©ƒ£–Õ◊∑◊Ÿ∑€ƒ©ø≈¡££¨∏˘æðΩÁ√ÊŒ¬∂»…Ë÷√¡£◊”∆Ω–‘£®parallel£©∫Õ¥π÷±(perpendicular)∂Ø¡øÀ ߃£ƒ‚»€≥ÿ∂‘¡£◊”µƒ≤∂◊Ω“‘º∞π§º˛∂‘∑€ƒ©µƒ∑¥…‰£¨º∆À„±Ì√˜∂‘”⁄316L≤ª–‚∏÷∑€ƒ©°¢º§π‚”λ€≥ÿµƒΩªª•£¨º∆À„Ω·π˚”Î µ—ÈœýŒ«∫œ°£
[≤ŒøºŒƒœ◊]
[1] ≥¬°°æ≤ º§π‚øÏÀŸ≥…–Œπ˝≥û€≥ÿ––Œ™µƒ µ ±π€≤Ï—–æø ”¶”√º§π‚°°2005 ƒÍ4 ‘¬
[2] J . Mazumder et al , Optics and L asers in Engineering 2000 (34) : 397
[3] Yunchang Fu et al, Journal of material processing technology 128(2002)106-112
[4] Jehnming Lin, Optics & Laser Technology 31 (1999) 233°¿238
[5] ¡ı’Òœ¿, ÷–π˙º§π‚ 0258-7025(2003)06-0567-04
[6] J.Powell, Ph.D.dissertation, Imperial College of Science and Technology, 1983.
[7] C.L.Atwood, M.L.Griffith, L.D.Harwell, et al, Sandia Report ,1999
[8] Ehsan Toyserkani, Optics and Lasers in Engineering 41 (2004) 849®C867
[9] Ansys Inc. ANSYS User Manual, Ansys Inc., USA,1998
