




第一章 第1章 多轴数控加工技术基础
第一节 1.1 多轴加工的基本概念和定义
1 数控机床坐标轴定义
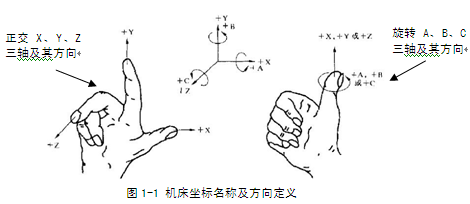
要进行多轴加工的编程与操作,必须首先理解并牢固掌握数控机床各坐标轴的定义。标准的坐标系统是一个右手笛卡儿坐标系统,如图1-1所示。数控机床基本坐标轴为X、Y、Z三根直线运动轴,对应每一根直线运动轴的旋转运动轴分别用A、B和C轴来表示。
如图1-1所示,分别绕X、Y和Z轴做旋转运动的旋转轴分别被命名为A、B和C轴。A、B和C轴的正方向相应地在X、Y和Z坐标轴正方向上按照右手螺旋前进方向确定。
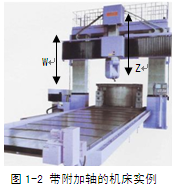
根据需要,机床可能还具有除X、Y和Z三个直线轴、A、B和C三个旋转轴以外的附加轴。对于直线运动,对分别平行于X、Y和Z轴以外的第二组直线轴,分别指定为U、V和W轴,机床实例如图1-2所示。如果还有第三组直线轴,则分别指定为P、Q和R轴。对于旋转轴,如果机床具备第一组旋转运动A、B和C的同时,还有平行于A、B的第二组旋转运动,指定为D、E轴。
机床的可动轴是指可以实现直线或回转运动功能的单根轴。在设计专用机床设备时,可以根据工艺需要,配置任意数目的可动轴。数控机床的联动轴是指在数控系统的控制下,可以同时动作的运动轴。因此,机床具备的联动轴数目取决于机床本身结构,还与数控系统具备同时控制这些可动轴的能力有关。例如,我们说一台“九轴五联动”的机床,就是指机床的可动轴数目有9根,而能同时联动的轴数目为5。
3 多轴加工及其方式
一般约定,运动轴的数目大于3的机床为多轴加工机床。多轴加工是指多轴机床同时联合运动轴的数目大于3时的加工形式。
根据同时联合运动轴的数目,实现多轴加工主要有以下四种方式。
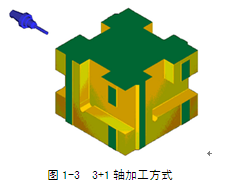
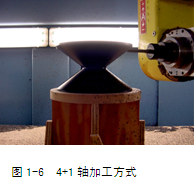
⑴ 四轴定位加工:通俗地称之3+1轴加工。它是指在四轴数控机床上,实现三根运动轴同时联合运动,另一根运动轴间歇运动的一种加工方式。如图1-3所示,机床加工完方形零件的一个侧面后,旋转第四轴来定位另一个加工面,从而实现一次装夹完成四面加工。
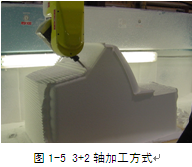
所谓3+2轴加工,是指在五轴数控机床(典型机床运动轴配置为X、Y、Z轴和A、C轴)上,两根旋转轴(如A、C轴)固定在某一个角度不动,三根直线轴(X、Y、Z轴)联合运动的一种加工方式。3+2轴加工是五轴加工中最常用的加工方式,能完成大部分倒勾结构的加工。如图1-5所示是双摆头五轴数控机床倾斜刀轴进行3+2轴加工的实例。
要进行多轴加工的编程与操作,必须首先理解并牢固掌握数控机床各坐标轴的定义。标准的坐标系统是一个右手笛卡儿坐标系统,如图1-1所示。数控机床基本坐标轴为X、Y、Z三根直线运动轴,对应每一根直线运动轴的旋转运动轴分别用A、B和C轴来表示。
如图1-1所示,分别绕X、Y和Z轴做旋转运动的旋转轴分别被命名为A、B和C轴。A、B和C轴的正方向相应地在X、Y和Z坐标轴正方向上按照右手螺旋前进方向确定。
根据需要,机床可能还具有除X、Y和Z三个直线轴、A、B和C三个旋转轴以外的附加轴。对于直线运动,对分别平行于X、Y和Z轴以外的第二组直线轴,分别指定为U、V和W轴,机床实例如图1-2所示。如果还有第三组直线轴,则分别指定为P、Q和R轴。对于旋转轴,如果机床具备第一组旋转运动A、B和C的同时,还有平行于A、B的第二组旋转运动,指定为D、E轴。
机床的可动轴是指可以实现直线或回转运动功能的单根轴。在设计专用机床设备时,可以根据工艺需要,配置任意数目的可动轴。数控机床的联动轴是指在数控系统的控制下,可以同时动作的运动轴。因此,机床具备的联动轴数目取决于机床本身结构,还与数控系统具备同时控制这些可动轴的能力有关。例如,我们说一台“九轴五联动”的机床,就是指机床的可动轴数目有9根,而能同时联动的轴数目为5。
3 多轴加工及其方式
一般约定,运动轴的数目大于3的机床为多轴加工机床。多轴加工是指多轴机床同时联合运动轴的数目大于3时的加工形式。
根据同时联合运动轴的数目,实现多轴加工主要有以下四种方式。
⑴ 四轴定位加工:通俗地称之3+1轴加工。它是指在四轴数控机床上,实现三根运动轴同时联合运动,另一根运动轴间歇运动的一种加工方式。如图1-3所示,机床加工完方形零件的一个侧面后,旋转第四轴来定位另一个加工面,从而实现一次装夹完成四面加工。
所谓3+2轴加工,是指在五轴数控机床(典型机床运动轴配置为X、Y、Z轴和A、C轴)上,两根旋转轴(如A、C轴)固定在某一个角度不动,三根直线轴(X、Y、Z轴)联合运动的一种加工方式。3+2轴加工是五轴加工中最常用的加工方式,能完成大部分倒勾结构的加工。如图1-5所示是双摆头五轴数控机床倾斜刀轴进行3+2轴加工的实例。
PowerMILL多轴数控加工编程实例与技巧

- 作者:
- 朱克忆
- 类别:
- 先进制造技术
- 出版社:
- 机械工业出版社
- 出版时间:
- 2013年4月
- 定价:
- ¥68.00
- 京东价:¥55.10

实际售价以e-works战略合作伙伴当日售价为准