




第二章 第2章 PowerMILL刀轴矢量控制方法
第二节 2.2 前倾/侧倾
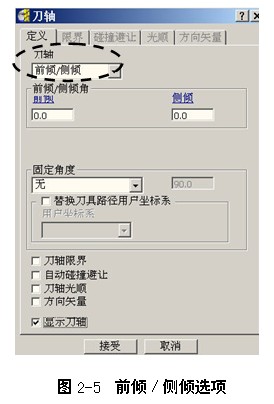
在刀轴对话框中,选择前倾/侧倾选项后,对话框内容如图2-5所示。
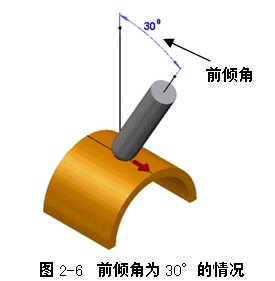
(1)前倾角:沿着刀具路径前进的方向定义一个刀具轴倾斜角度,如图2-6所示为前倾角30°的情况。它从刀路前进方向的垂直线开始测量。
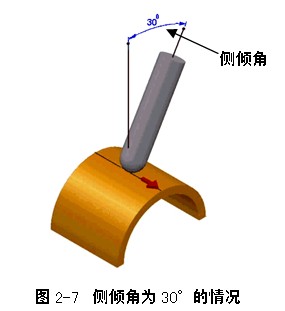
(2)侧倾角:在刀具路径前进方向的垂直方向定义一个刀具轴倾斜角,如图2-7所示为侧倾角30°的情况。它也是从刀路前进方向的垂直线开始测量,0°时,刀具轴为垂直状态。
在具体应用时,根据零件的结构情况,既可以单独使用前倾角和侧倾角,也可以联合前倾角和倾角一块使用。
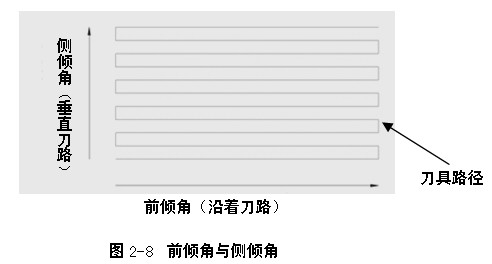
[技巧]当前倾角和侧倾角都设置为0°时,表示刀轴矢量与被加工曲面的法线保持一致,即刀具轴线垂直于被加工曲面。
前倾角与侧倾角的测量如图2-8所示。
如图2-9所示零件,要求编制型面浅滩区域的精加工刀具路径。
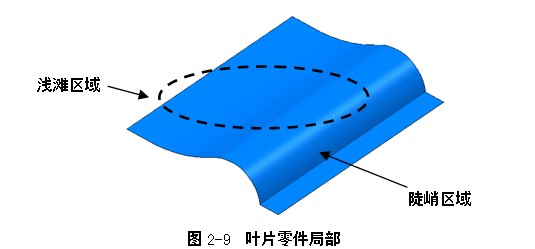
如图2-9所示零件是风力发电机叶片阳模的一部分。该模型由直纹曲面构成,结构上,可分为浅滩部位和陡峭部位。对于浅滩部位,使用平行精加工策略沿曲面的成长方向计算刀路是快速、有效的方法。对于陡峭区域则可以首先建立用户坐标系,使陡峭曲面相对于用户坐标系转变为浅滩区域,然后同样使用平行精加工策略,这是五轴定位加工的内容,在第七章中会有详细介绍。本例重点关注的是,在浅滩部位加工过程中,如何调整刀轴矢量使用型面加工质量最优化。具体的措施在下面的编程过程中来展开讨论。
[详细操作过程如下]
步骤一打开加工项目文件
(1)复制加工项目文件到本地硬盘:首先在本地硬盘E分区中新建一个文件夹,命名为PM MA2012,然后复制光盘*:\Source\ch2\2-1 yq文件夹到E:\ PM MA2012目录下。
(2)打开加工项目文件:在下拉菜单条中,执行“文件”à“打开项目”,打开“打开项目”对话框,选择E:\PM MA2012\2-1 yq文件夹,单击“确定”按钮,完成项目打开。
本加工项目文件已经设置好了毛坯、刀具、切削用量、快进高度、起始点和结束点等参数。
[技巧]1 为了简化准备加工的操作过程,提高学习效率,本书部分例子是直接从打开加工项目文件开始讲述的。在预先制作好的加工项目文件中,设置好了毛坯、刀具、切削用量、快进高度以及起始点和结束点等参数,这样读者就可以直接选择加工策略编制刀具路径。如果遇到PowerMILL系统在打开加工项目文件后,系统使用了前一加工项目的毛坯的情况,请读者务必重新按模型大小计算方形毛坯,否则会因为毛坯大小不对或位置不对而产生计算不出刀具路径的情况。
2如果打开项目文件后,系统提示该项目文件只能以只读的方式打开,请读者去除项目文件的只读属性,方法是:在PowerMILL下拉菜单条中执行“工具”à“显示命令”,打开命令显示窗口,在该窗口中输入命令project claim,然后按回车键,即可将加工项目文件的只读属性去除。
步骤二 勾画边界
(1) 将模型定向查看:在查看工具栏中单击从上查看(Z)按钮
 ,将模型摆成与屏幕平行的位置。
,将模型摆成与屏幕平行的位置。(2)在PowerMILL资源管理器中,右击边界树枝,在弹出的快捷菜单条中选择“定义边界”à“用户定义”,打开用户定义边界对话框,单击勾画边界按钮
 ,打开曲线编辑器工具栏,单击该工具栏中的画连续直线按钮
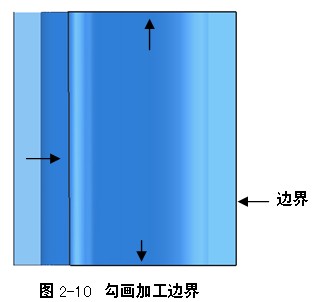
,打开曲线编辑器工具栏,单击该工具栏中的画连续直线按钮 ,在绘图区勾画如图2-10箭头所示四段直线。
,在绘图区勾画如图2-10箭头所示四段直线。
 ,关闭曲线编辑器,单击“取消”按钮关闭用户定义边界对话框。
,关闭曲线编辑器,单击“取消”按钮关闭用户定义边界对话框。步骤三 计算三轴精加工刀具路径
在PowerMILL综合工具栏中,单击平行精加工按钮
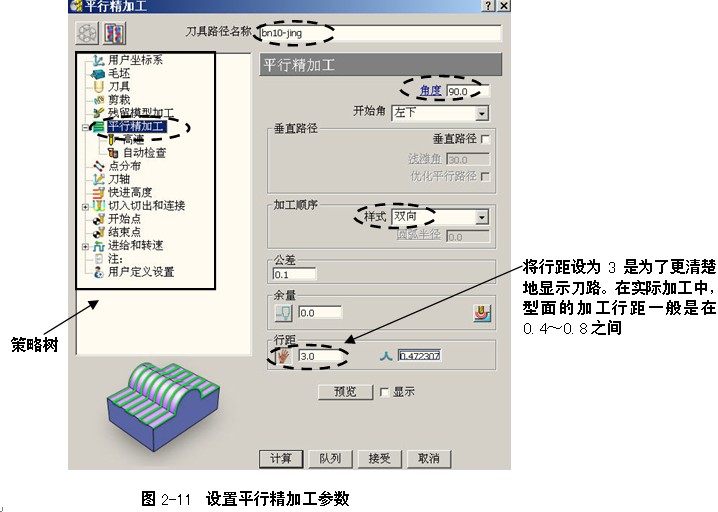
 ,打开平行精加工表格,按图2-11所示设置加工参数。
,打开平行精加工表格,按图2-11所示设置加工参数。
[技巧]在调试程序时,可以将行距和公差值设置得大些,这样可以加快计算速度,有利于反复修改参数。待加工策略的其它参数最终确定后,再将行距和公差值设置到合理范围。
[技巧]在调试程序时,可以将行距和公差值设置得大些,这样可以加快计算速度,有利于反复修改参数。待加工策略的其它参数最终确定后,再将行距和公差值设置到合理范围。
[技巧]在调试程序时,可以将行距和公差值设置得大些,这样可以加快计算速度,有利于反复修改参数。待加工策略的其它参数最终确定后,再将行距和公差值设置到合理范围。
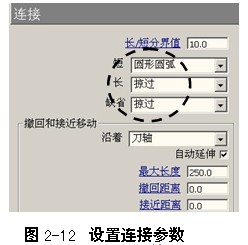
在平行精加工表格的策略树中,双击切入切出与连接树枝,将它展开。单击连接树枝,调出连接选项卡,按图2-12所示设置连接参数。
设置完参数后,单击“计算”按钮,系统计算出三轴加工刀路,如图2-13所示。
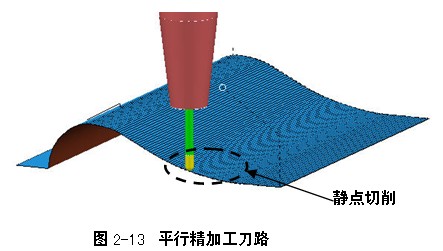
如图2-13所示刀具路径,为三轴精加工刀路,刀轴在加工过程中,始终保持垂直状态。在铣削零件的浅滩区域时,球头刀的主要工作部位在球头上线速度为零的点,这种切削状态我们称之为静点切削。这种静点切削状态下加工出的型面表面质量较差。
步骤四调整刀轴矢量,计算五轴加工刀具路径
单击平行精加工表格中的编辑参数按钮 ,重新激活平行精加工表格。
,重新激活平行精加工表格。
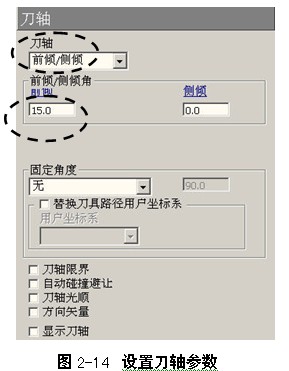
在平行精加工表格的策略树中,单击刀轴树枝,调出刀轴选项卡,按图2-14 所示设置刀轴参数。
设置完成后,单击平行精加工表格中的“计算”按钮,系统计算出图2-15所示刀路。
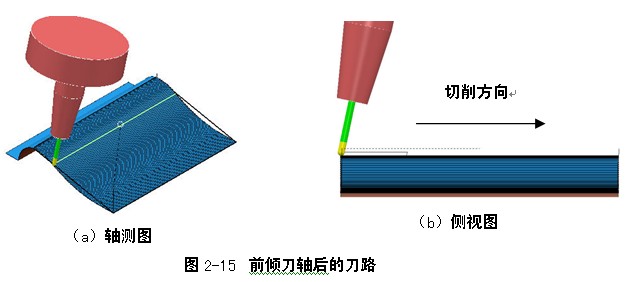
如图2-15所示刀路,球头刀在切削型面时沿刀路前进方向向前倾斜了15°,从而避免了静点切削情况的发生。
单击“取消”按钮,关闭平行精加工表格。
[技巧]1静点切削会造成较差的表面精加工质量。本例为读者提供一种新的编程思路,即使用前倾/侧倾刀轴矢量控制方法来避免球刀铣刀在精加工时发生静点切削现象。
2 请读者注意这一点,即避免静点切削是需要付出代价的。有兴趣的读者可以进一步模拟这条刀具路径的运行情况,会发现,这种加工方式会在刀路改变切削方向时出现主轴头跟随摆动角度,从而降低机床刚度的问题。但是,读者也要考虑到,对于庞大的模型加工,切削行程很大,主轴头的摆动不会很频繁,这就不会是太大的问题。
步骤五保存项目文件
在PowerMILL下拉菜单条中,执行“文件”à“保存项目”,保存该项目文件。
PowerMILL多轴数控加工编程实例与技巧

- 作者:
- 朱克忆
- 类别:
- 先进制造技术
- 出版社:
- 机械工业出版社
- 出版时间:
- 2013年4月
- 定价:
- ¥68.00
- 京东价:¥55.10

实际售价以e-works战略合作伙伴当日售价为准